
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Курсовая работа: Технология листовой штамповки детали "Гайка резервуара"
Курсовая работа: Технология листовой штамповки детали "Гайка резервуара"
Федеральное агентство по образованию РФ
Государственное образовательное учреждение
высшего профессионального образования
Камская государственная инженерно-экономическая академия
Кафедра “Машины и технология обработки металлов давлением”
КУРСОВАЯ РАБОТА
по дисциплине “Технология листовой штамповки”
на тему: «Разработка процесса штамповки детали
«Гайка резервуара»
РК 1.150201.65.09.10.00.00.00 ПЗ
Выполнил: студент гр. 1407
Фёдоров Я.В.
Принял: к.т.н., доцент
Жигулёв И.О.
Набережные Челны
2009
Содержание
ВВЕДЕНИЕ
1 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
2 ВЫБОР И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
3 РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ И УСИЛИЙ ПО НИМ
3.1 Разрезка листа на полосы
3.2 Вытяжка
3.3 Вырубка детали
4 ВЫБОР И РАСКРОЙ ОСНОВНОГО МАТЕРИАЛА
5 ВЫБОР ОБОРУДОВАНИЯ
6 Выбор смазки и способа их нанесения
7 РАзработка конструкции штампа
8 РАСЧЕТ СТОИМОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
ЗАКЛЮЧЕНИЕ
СПИСОК Использованной ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Целью курсовой работы по технологии листовой штамповки являются:
1) разработка технологического процесса изготовления детали;
2) разработка конструкции штампа для разделительных операций
3) расчет себестоимости изготовления детали по элементам затрат.
Рассматриваемая нами деталь «Гайка резервуара», имеющая шифр 5320 – 2905610, входит в группу «Рулевое управление».
Материал для изготовления
детали «Крышка наконечника тяги рулевой трапеции» ![]() со следующими характеристиками:
со следующими характеристиками:
-
предел прочности
материала на разрыв, ![]()
-
сопротивление
срезу, ![]() (0,8÷0,86)
(0,8÷0,86)![]()
![]() ;
;
-
плотность, ![]()
1 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
Под технологичностью понимают такую совокупность свойств и конструктивных элементов, которые обеспечивают наиболее простое и экономичное изготовление деталей (в условиях данной серийности производства) при соблюдении технических и эксплуатационных требований к ним.
Основные технологические требования к конструкции плоских деталей, получаемых вырубкой и пробивкой [1, c.279]:
1)
При применении
цельных матриц сопряжения в углах внутреннего контура следует выполнять с
радиусом закругления r![]() 0,5S
0,5S![]() 1,5мм. В составных матрицах сопряжение сторон делать
без закруглений.
1,5мм. В составных матрицах сопряжение сторон делать
без закруглений.
2) Сопряжения сторон наружного контура следует выполнять с закруглениями лишь в случае вырубки детали по всему контуру. Для возможности применения безотходного раскроя следует, наоборот, допускать сопряжения сторон под прямым углом.
3) В вытянутых деталях, имеющих отверстия в дне или фланце, пробиваемые после вытяжки, расстояние с от стенки детали до края отверстия должно быть с ≥ r + 0,5 S с ≥ r +1,5, где r — радиус закругления дна или фланца.
4) Наименьшее расстояние от края отверстия до прямолинейного наружного контура должно быть не менее S для фигурных круглых отверстий и не менее 1,5 S, если края отверстий параллельны контуру детали.
Таким образом, данная деталь технологична, так как соответствует всем параметрам, необходимым для ее наиболее простого и экономичного изготовления при соблюдении технических и эксплуатационных требований к ней.
2 ВЫБОР И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
деталь изготовление лист конструкция
Для изготовления детали требуется 3 штамповочных операции:
· вытяжка
· вырубка по контуру
· пробивка фигурного отверстия
На основании анализа формы детали, ее размеров и годовой программы можно сделать вывод о том, что наиболее целесообразным вариантом технологического процесса(вытяжки и вырубки по контуру) является совмещенная штамповка в листе за 1 ход ползуна.
Преимущество штампа совмещенного действия в данном случае над штампом последовательного действия заключается в следующем [1, c.297]:
1. Процесс совмещенной штамповки не требователен к точности подачи по шагу, т.к. все операции выполняются на одной позиции;
2. Точность штамповки деталей определяется точностью изготовления инструмента;
3. Ниже расход металла за счет отсутствия припуска под шаговые ножи;
4. Совмещенный штамп менее металлоемок, чем штамм последовательного действия;
5. Трудоемкость изготовления совмещенного штампа ниже.
3 РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ И УСИЛИЙ ПО НИМ
3.1 Разрезка листа на полосы
Разрезка листа на полосы происходит с помощью гильотинных ножниц.
Определение усилия резания ножницами [1 , cтр.17 табл.3]:
![]() = 0,56 кН
= 0,56 кН
![]() ;
;
![]()
![]()
3.2 Вытяжка
1. Определим усилие вытяжки:
![]() ,
,
![]() ,
,
где d=51,5 мм,
L - периметр детали, мм;
K =0,9 – коэффициент [2 , cтр.26 табл.9].
2. Определим усилие прижима:
![]()
![]() - давление прижима,
- давление прижима,
![]() - площадь прижима,
- площадь прижима,
![]()
3. Полное усилие с прижимом:
![]() кН
кН
4. Определим работу операции вытяжки с прижимом:
![]()
![]() - глубина вытяжки, мм,
- глубина вытяжки, мм,
![]() мм
мм
3.3 Вырубка детали
1. Определим оптимальный зазор:
![]()
2. Определим усилие вырубки:
![]()
где ![]() - периметр вырубаемой заготовки,
- периметр вырубаемой заготовки, ![]() ;
;
3. Определим усилие проталкивания и усилие снятия:
![]()
![]()
4. Определим требуемое усилие пресса:
![]()
5. Определим работу деформации:
![]()
Эскиз полученной заготовки изображён на рисунке 1.
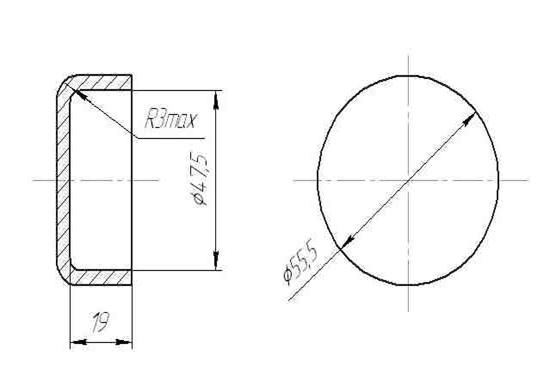
Рисунок 1 – Эскиз заготовки.
Рисунок 2 – 3D модель готовой детали.
4 ВЫБОР И РАСКРОЙ ОСНОВНОГО МАТЕРИАЛА
В качестве основного
материала принимаем холоднокатанный ![]() , размером 4х1250х2500 мм.
, размером 4х1250х2500 мм.
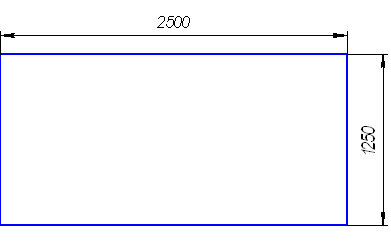
Рисунок 3 – Лист.
Определим ширину полосы:
![]() ;
;
где ![]()
а, b – величины перемычек, 3,5 и 3 [2, таблица 1, 2, 4 ];
d – допуск на ширину полосы, 1 [2, таблица 3];
с – гарантированный зазор между направляющими штампа и полосой при ее наибольшей ширине, 1.
![]()
Принимаем полосу шириной 97 мм.
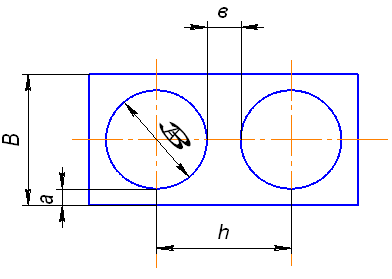
Рисунок 4.1 – Схема раскроя.
Определим шаг штамповки:
![]()
Определим массу полосы, чтобы найти норму расхода на одну деталь:
![]()
где r – плотность стали 08кп, ![]() ;
;
V – объем полосы,
![]() .
.
Определим количество деталей отштампованных из полосы:
![]()
Принимаем n=13.
Определим норму расхода на одну деталь:
![]()
Таким образом, определяем коэффициент расхода металла (КИМ):
![]()
5 ВЫБОР ОБОРУДОВАНИЯ
Поскольку выбранный штамп – совмещенного действия, то расчетное требуемое усилие пресса находится как сумма сил на всех технологических операциях:
![]()
Учитывая силу прижима:
![]()
![]()
Учитывая коэффициент запаса:
![]()
![]()
Пресс выбирается из
условия: ![]() .
.
Выбираем пресс [3, глава 20]:
Таблица 5.1 – Характеристика однокривошипного пресса серии КИ 2131
| Параметр | Единица измерения | Значение |
|
Номинальное
усилие, |
кН | 160 |
|
Ход ползуна, |
мм | 5…71 |
| Частота ходов, n | мин-1 | 60 |
| Закрытая высота | мм | 440 |
| Размеры стола | мм | 420 x 80 |
| Размеры отверстия в столе | мм | 210x140x180 |
| Габариты | мм | 1298x2820x3115 |
Описание пресса:
Пресс механический кривошипный серии КИ2131 предназначен для выполнения различных операций холодной штамповки деталей из ленточного, полосового и листового материала: вырубки, пробивки, неглубокой вытяжки, гибки и т. д.
Пресс универсален и может быть использован в различных отраслях промышленности: автомобильной, авиационной, электротехнической, радиотехнической.
Конструктивные особенности:
Станина – сварная. Внутренние напряжения в сварных швах стабилизированы термической обработкой.
Стол станины имеет увеличенные размеры окна для проваливания штампуемых деталей.
Конструкция пресса с неподвижным столом должна предусматривать возможность установки средств механизации и автоматизации, а также встраивания в поточные или автоматические линии.
По заказу потребителя прессы с передвижным столом оснащают рогом.
Прессы с неподвижным столом в зависимости от вида производства, штампуемого материала и выполняемой технологической операции оснащают: валковыми, клещевыми подающими устройствами для подачи ленточного материала; валковыми подающими устройствами для подачи полосового материала; грейферными, револьверными, шиберными подающими устройствами, руками механическими, промышленными роботами для подачи штучных заготовок; подушками в столе (прессы усилием 160—1000 кН).
Привод двухступенчатый (клиноременная и зубчатая передачи) с расположением валов перпендикулярно фронту пресса. Зубчатые колеса помещены в специальном отсеке станины. Муфта и тормоз с фрикционными дисками с металлокерамическим покрытием, работающими в масляной ванне, имеют высокую долговечность. Исключено выделение вредных веществ в окружающую среду.
Управление муфтой и тормозом – электропневматическое, через сдвоенный распределитель, двуручное от кнопок, расположенных на стационарном или переносном пульте, а также от педали.
Ползун имеет 8 удлиненных направляющих поверхностей и увеличенные в плане размеры, позволяющие устанавливать крупногабаритные штампы. Два пневматических цилиндра уравновешивают вес ползуна со штампом.
Гидравлический предохранитель от перегруза вмонтирован в ползун.
Выталкиватель в ползуне – механический.
Система смазки – жидкая циркуляционная.
Дополнительное оснащение:
· Пневматическая подушка в столе.
· Подача.
· Защитные ограждения.

Рисунок 5.1 – Однокривошипный открытый пресс КИ 2131
6 Выбор смазки и способа ЕЁ нанесенияНеобходимость смазки заключается в следующем:
1. Уменьшение сил контактного трения;
2. Предотвращение налипания металла заготовки на инструмент;
3. Предотвращение появления царапин, зазоров;
4. Уменьшение изнашивания штампа;
5. Улучшение качества получаемой детали.
Для пробивки, вырубки рекомендуют применять смазочные материалы, содержащие хлор, так как они обеспечивают высокое качество поверхности среза.
Для стали толщиной до 4 мм рекомендуется применять смазочно-охлаждающее технологическое средство СОТС Х – 147, со следующим
составом: 1-2% Si, 17-21% Cl, 0,03% H![]() O, веретенное масло.
O, веретенное масло.
Вязкость при 50![]() С Х – 147
составляет
С Х – 147
составляет ![]() , температура вспышки
, температура вспышки ![]() .
.
СОТС Х – 147 создает прочную пленку, способную под действием высокого давления удержаться на контактной поверхности; она не вредна для здоровья рабочего, легко удаляется с поверхности штампованной детали, способ нанесения детали с помощью кисти.
7 РАЗРАБОТКА КОНСТРУКЦИИ ШТАМПА
7.1 Разработка конструкции штампа
Пуансон нестандартный:
Н=86мм, d=47,5мм, D=55,5мм, h=10мм.
Матрица нестандартная:
Н=33мм, d=56,5мм, D=102мм, h=5мм.
Выбор плит:
Нижняя плита
H=28мм, L=214мм, B=259мм.
Верхняя плита
H=27мм, L=214мм, B=259мм.
Хвостовик ГОСТ 16718-71
L=43мм, H=10мм, D=20мм.
Направляющие колонки и втулки:
Колонка ГОСТ 13118-83
D=25мм, L=130мм.
Втулка ГОСТ 13121-83
D=35мм, L=54мм, d=25мм.
Крепежные детали:
Допускаемые нагрузки на винты:
М6 250кгс=2500Н;
М8 250кгс=2500Н;
М10 400кгс=4000Н.
Таким образом, выбираем 4 винта М6×14, 4 винта М10×20,
4 винта М10×30 ГОСТ 11738-84
7.2 Прочностные расчеты
1. Толщина нижней плиты проверяется по формуле:

где ![]() расстояние
между нижней плоскостью верхней плиты и верхней плоскостью нижней плиты штампа
при его закрытом положении;
расстояние
между нижней плоскостью верхней плиты и верхней плоскостью нижней плиты штампа
при его закрытом положении;
z=0,5 – зазор между пуансоном и матрицей;
Е=![]() ;
;
В=213мм – ширина плиты;
Р![]() – усилие
затяжки винтов,Н;
– усилие
затяжки винтов,Н;
А=259мм – длина нижней плиты;
L=213мм – расстояние между направляющими колонками;
Усилие затяжки винтов:
где Р – усилие выполнения операций;
![]()
![]()
7.3 Выбор материала
По табл. 50 [2, с.68]:
1. Для пуансонов и матрицы учитывая, что штампуемым материалом является низкоуглеродистая сталь 08 КП, выбираем сталь марки У10А, с твердостью HRC после обработки: матрицы 57…61, пуансонов 55…59.
2. Для штифтов, фиксаторов, ловителей: Сталь 20, HRC 50…54.
3. Для хвостовика: Сталь 45, HRC 40…45.
4. Для направляющих колонок и втулок: Сталь 20, HRC 58…62.
8 РАСЧЕТ СТОИМОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
8.1 Стоимость материала
Стоимость материала рассчитывается по формуле [2, с. 86]:
![]() , (руб/дет)
, (руб/дет)
где Н – норма расхода на одну деталь, 0,29 кг;
мд – масса готовой детали, 0,108 кг;
Цм , Цо – цена единицы массы соответственно металла и отходов;
кт – коэффициент, учитывающий транспортно-заготовительные расходы.
Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5.
![]() (руб/дет).
(руб/дет).
ЗАКЛЮЧЕНИЕ
Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы:
1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. Необходимое усилие для выполнения этих операций составляет 127,1 кН.
2. Разработана конструкция штампа для разделительных операций, в расчетно-пояснительной записке приведены конструктивные и прочностные расчеты рабочих частей и других деталей штампа с учетом технологических требований к ним.
3. В графической части приведены: чертеж детали, сборочный чертеж штампа, матрица, пуансон, пуансонодержатель, матрицедержатель, спецификация. Общий объём графической части составляет 3 листа формата А1.
4. Рассчитана стоимость изготовления детали, которая составляет 10,2 руб/дет.
СПИСОК ИСПоЛЬЗованной ЛИТЕРАТУРЫ
1. Романовский В.П. Справочник по холодной штамповке. – 6-е изд., перераб. и доп. – Л.: Машиностроение, 1979. – 520с.;
2. Стеблюк В.М., Белов В.В., Гривачевский А.Г. – Киев: Высшая школа, 1983. – 280с.;
3. Ковка и штамповка: Справочник. В 4-х т./ Ред. совет: Е.И. Семёнов (пред.) и др. – М.: Машиностроение, 1985 – Т4.
4. Мещерин В.Т. Листовая штамповка. Атлас схем. – М.: Машиностроение, 1975. – 227с.
5. Аверкиев Ю.А., Аверкиев А.Ю. Технология листовой штамповки. – М.: Машиностроение, 1989. – 304с.
6. Гришков А.М., Рудман Л.И., Ровенский Н.В., Марченка В.Л. Эксплуатация и обслуживание оборудования и технологической оснастки для листовой штамповки. – М.: Машиностроение, 1984. – 304с.
7. Штампы листовой штамповки. Детали и сборочные единицы. – М.: Издательство стандартов, 1981.