
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Дипломная работа: Стенд обкатки виброблоков машины ВПР
Дипломная работа: Стенд обкатки виброблоков машины ВПР
СОДЕРЖАНИЕ
Введение
1. Аналитический обзор
1.1 Обоснование выбора темы
1.2 Обзор вариантов разрабатываемого стенда
2. Разработка стенда
2.1 Определение основных параметров
2.1.1 Определение массы врубки рельсошпальной решетки
2.1.2 Расчет опорного ролика
2.1.2.1 Расчет опорного ролика на смятие
2.1.2.2 Расчет оси опорного ролика на прочность
2.1.3 Выбор подшипников
2.1.4 Выбор гидроцилиндра на перемещение емкости
2.2 Геометрическая компоновка стенда
2.3 Определение параметров гидросистемы
2.3.1 Выбор комплектующих
2.3.1.1 Выбор гидроцилиндра
2.3.1.2 Определение мощности привода гидронасоса
2.3.1.3 Определение расхода жидкости
2.3.1.4 Определение рабочего объёма насоса
3. Определение затрат на создание стенда
3.1 Определение стоимости материалов
3.2 Определение стоимости покупных изделий
3.3 Определение стоимости изготовления стенда
4. Порядок проведения обкатки виброблоков
4.1 Последовательность выполнения работ
5. Охрана труда
5.1 Состояние условий труда при стендовых испытаниях
5.2 Анализ вредных и опасных факторов
5.3 Требования нормативно-технической документации по охране труда
5.4 Мероприятия по защите работающих от опасных и вредных факторов
5.5 Техника безопасности
5.5.1 Общие требования
5.5.2 Требования перед началом работы
5.5.3 Требования во время работы
5.5.4 Требования по окончании работ
5.5.5 Требования в аварийной ситуации
Заключение
Список используемых источников
ВВЕДЕНИЕ
Большинство путевых машин проходят капитальный ремонт в зимний период, с ноября по апрель. В том числе и машины по выправке, подбивке и рихтовке пути, типа ВПР, ВПРС и т.д. После ремонта подбивочных блоков, для выявления дефектов деталей и узлов, а также для определения качества проведённого ремонта, желательно произвести обкатку.
В летний период это не составляет особого труда, так как можно вывести прошедшую ремонт машину из цеха ремонтного предприятия на любой свободный железнодорожный путь и там провести обкатку подбивочного блока.
В зимний же период это проблематично из-за низких температур и обледенения балластной призмы.
На станции Черепаново Западносибирской железной дороги на ПРММ – была решена проблема обкатки подбивочных блоков путевых машин в зимний период путём применения специально созданного для этого стенда.
Стенд позволяет проводить обкатку подбивочных блоков в любое время года, не выезжая из цеха предприятия. Этот стенд показан и является единственным на Западносибирской железной дороге. Схема стенда представлена на рисунке 1.
Стенд состоит из, четырёх ёмкостей со щебнем стоящих в углублении в полу цеха под одними из трёх путей.
Щебень в ёмкостях меняют путём вытаскивания ёмкостей из углубления при помощи цехового мостового крана. Затем производят замену щебня в ёмкостях и ставят их на место.
При большом количестве ремонтируемых машин щебень меняется редко, что приводит к нарушению размеров фракций уплотняемого щебня, т.е. он со временем превращается в песок.
Одним из недостатков этого стенда является отсутствие шпал, из-за этого щебень не уплотняется и подбойки не испытывают рабочего сопротивления.
Вследствие этого могут быть не выявлены все дефекты оборудования. Данный стенд был взят за прототип для данной дипломной работы.
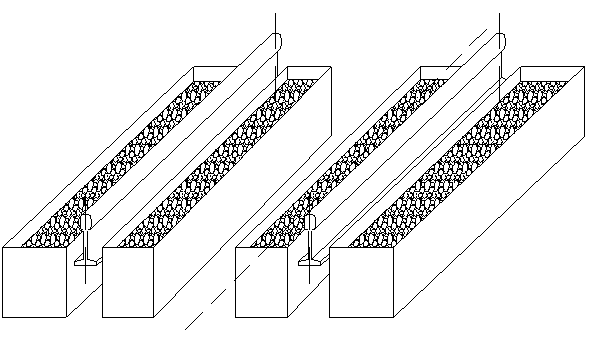 Рисунок 1- Стенд
для обкатки подбивочных блоков на станции Черепаново
Рисунок 1- Стенд
для обкатки подбивочных блоков на станции Черепаново
1. АНАЛИТИЧЕСКИЙ ОБЗОР
1.1 Обоснование выбора темы
В связи с тем, что при эксплуатации машин ВПР, ВПРС и других путевых машин, имеющих блоки для подбивки балласта, возникает проблема надёжной работы всех узлов и агрегатов. Ремонт таких машин производится исключительно на ремонтных предприятиях, имеющих необходимую базу. При ремонте лицензированных путевых машин ремонтное предприятие должно так же иметь лицензию на проведение соответствующих работ. Предприятия такого типа должны иметь так же необходимые кадровые и материальные базы.
К кадровой базе относятся квалифицированные рабочие, прошедшие необходимое обучение и получившие допуск к выполнению соответствующих работ.
К материальной базе относятся все станки, инструменты и приспособления, используемые в процессе ремонта. Так же к материальной базе относится всё диагностическое и контрольно-измерительное оборудование, а так же стенды, для выявления дефектов узлов и агрегатов, возникающих из-за не качественной сборки или скрытого брака хотя бы одной детали, входящей в состав узла.
Такие дефекты проявляются впервые часы работы и существенно снижают надёжность машины.
Во избежание установки на машину не надёжных элементов, все ответственные узлы и агрегаты проходят обкатку ещё до установки их на машину. Чтобы провести обкату элементов используют стенды. В основном стенды для обкатки механизмов разрабатывают и производят на самих же предприятиях по ремонту машин.
Перед ремонтными предприятиями стоит проблема обкатки рабочих органов.
Рабочим органом машин ВПР, ВПРС и других подобных машин является подбивочный блок (рисунок 2).
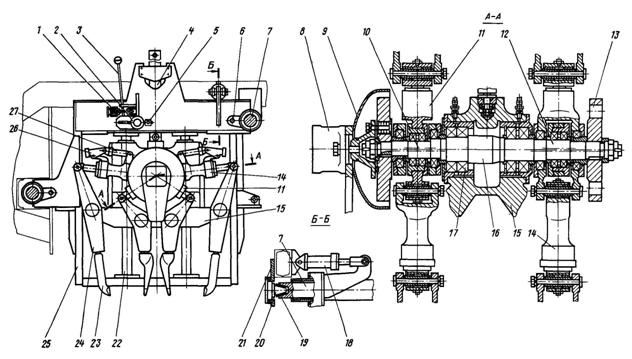
Рисунок 2 – Подбивочный блок машины ВПР
Подбивочный блок машины ВПР имеет четыре пары подбоек 23, вставленные коническими хвостовиками в рычаги 24 и зафиксированные болтами. Рычаги 24 в средней своей части шарнирно закреплены на станине 15 блока. Станина перемещается по направляющим 22 подвижной рамы 25 при помощи вертикального гидроцилиндра 4, закрепленного на подвижной раме при помощи карданного шарнира. Шток цилиндра связан со станиной сферической опорой.
Верхние плечи рычагов 24 соединены шатунами 11 и 14 с шейками кривошипов эксцентрикового вала 16, вращающегося в центральном отверстии станины в подшипниках 17. Шатуны 11 внутренних подбоек соединены непосредственно с кривошипами эксцентрикового вала, а шатуны 14 внешних подбоек соединены с проушинами шатунов внутренних подбоек. При этом внешний шатун подбоек одной шпалы размещен на одном кривошипе с внутренним шатуном подбоек другой шпалы, эксцентриситет же кривошипа другой пары размещен к первой паре под углом 180°, что обеспечивает асинхронность работы подбоек.
Шатуны выполнены в виде гидроцилиндров. Поршневые полости шатунов внешних подбоек и штоковые полости шатунов внутренних подбоек в исходном положении соединены со сливом, штоковые полости шатунов внешних подбоек — с напорной магистралью гидросистемы, а поршневые полости шатунов внутренних подбоек — с магистралью противодавления. Поэтому в исходном положении подбойки находятся в разведенном состоянии, а гидроцилиндры-шатуны находятся в запертом положении под давлением масла. В начале заглубления шатуны передают на подбойки только колебательные движения, возникающие при вращении эксцентрикового вала. После заглубления подбоек в балласт в рабочие, т. е. поршневые, полости шатунов внешних подбоек и штоковые полости шатунов внутренних подбоек подается масло. Это вызывает выдвижение штоков шатунов-гидроцилиндров, которые, поворачивая рычаги 22, сближают концы подбоек, охватывающих шпалу. В рабочие полости всех шатунов масло поступает от одной рабочей магистрали, поэтому усилие, развиваемое на концах каждой подбойки, одинаково. При достижении в напорной магистрали определенного давления, соответствующего определенной степени уплотнения балласта, срабатывает реле давления, и рабочие полости шатунов соединяются со сливом. Давление в магистрали устанавливается тем же реле давления в зависимости от типа балласта.
Поскольку полости шатунов, противоположные рабочим, постоянно соединены с напорной магистралью, подбойки после окончания рабочего цикла возвращаются в исходное положение.
На шатунах наружных подбоек размещаются пневмоцилиндры 27 с защелками 26. Защелки выполнены в виде вилок. При выдвижении штока пневмоцилиндра 27 защелка 26 поворачивается вокруг своей оси и, охватывая шток шатуна, входит в пространство между рычагом 24 и корпусом цилиндра шатуна, ограничивая ход рычага 24 и величину разведения наружной подбойки. Это сокращает время сжатия подбоек при рабочем цикле и может применяться на определенных типах балласта и шпал. Эксцентриковый вал 16 установлен в центре станины 15 в подшипниках 17 и имеет на консолях шейки 10 и 12, на которых в подшипниках размещены шатуны. Шейки выполнены с эксцентриситетом 2,5мм, что развивает амплитуду колебания концов подбоек до 5мм. Для обеспечения равномерности вращения вала 16 и уменьшения динамической нагрузки на приводной двигатель при различном сопротивлении балласта на концах вала размещены два маховика 13. Один из маховиков через упругую втулочно-пальцевую муфту связан с приводным гидродвигателем 8. Наружный маховик огражден кожухом 9.
В подбивочных блоках предусмотрена принудительная система смазки подшипников вала 16 и нижних шарниров рычагов. Смазка шатунных подшипников и верхних шарниров рычагов осуществляется через пресс-масленки. Для смазки направляющих 22 предусмотрены фитильные масленки.
Подвижная рама 25 установлена на двух горизонтальных штангах 7, закрепленных на щеках 21 рамы машины при помощи конических пальцев 20 через резиновые втулки 19. Она может перемещаться на этих штангах перпендикулярно оси машины, что необходимо для обеспечения сдвижки пути, а также для работы в кривых.
Сдвиг подвижной рамы осуществляется гидроцилиндром 18. Подвижные рамы правой и левой стороны машины связаны между собой стяжками 6. Для надежного крепления подбивочного блока в поднятом (транспортном) положении предусмотрен транспортный запор 1. Он может управляться рычагом 3 из кабины машиниста или дистанционно при помощи пневмоцилиндра. Запор снабжен фиксатором 2 защелкнутого положения. Этот фиксатор нажимает на конечный выключатель 5 и при не полностью закрытом запоре зажигает на пульте в кабине машиниста сигнальную лампочку. Если же запор полностью вошел в свое гнездо и зафиксировался в нем, сигнальная лампочка не горит.
Проблема обкатки этого органа заключается в рабочем цикле данного агрегата. Рабочий цикл подбивочного блока состоит из нескольких циклов. Так как подбивочный блок состоит из нескольких агрегатов, то существует большая вероятность выхода его из строя.
Возможные неполадки подбивочных блоков:
1. утечки рабочей жидкости вследствие плохого соединения трубопроводов с агрегатами;
2. разрывы рукавов высокого давления из-за дефекта соединения гибкой части рукава с разъёмной частью;
3. разрывы металлических трубопроводов из-за дефектов в металле (раковины и прочие дефекты металла);
4. заклинивание механизма опускания подбивочного блока вследствие изгиба штока гидроцилиндра опускания рабочего органа;
5. выпадение подбоек из гнезд;
6. расшатывание соединений гидроцилиндров из-за быстрого износа пальцев;
7. нагрев подшипниковых узлов;
8. заклинивание подшипников;
9. дефекты уплотнений элементов гидросистемы;
10. дефекты креплений рамы подбивочного блока к раме машины;
11. наличие трещин на раме подбивочных блоков.
Чтобы обкатать подбивочный блок и выявить все возможные неполадки, с целью их дальнейшего устранения необходимо иметь соответствующее оборудование.
В настоящее время, стендов для обкатки подбивочных блоков крайне мало. Поэтому темой данного дипломного проекта выбрана разработка стенда для обкатки подбивочных блоков путевых машин после ремонта.
1.2 Обзор вариантов разрабатываемого стенда
Для улучшения качества обкатки подбивочных блоков прошедших ремонт, вводится наличие шпал, что соответствует реальному режиму работы машин. Вследствие этого заменяем четыре емкости со щебнем на одну. Шпалы закреплены на рельсах и представляют собой рубку рельсошпальной решётки. Для снижения веса конструкции выбраны деревянные шпалы. Выбранная схема представлена на рисунке 3.
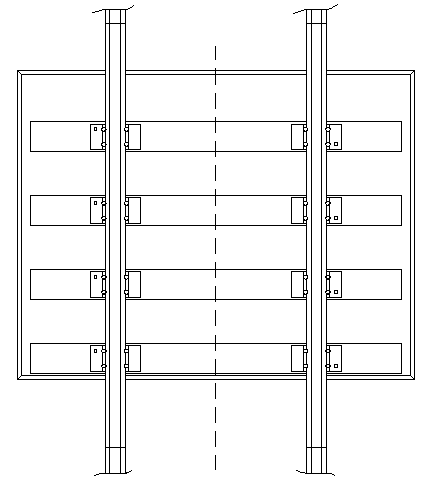
Рисунок 3- Схема ёмкости со щебнем и вырубки РШР
Возможен вариант замены шпал на их более лёгкий и удобный аналог, например металлические прямоугольные пластины, размером 220х2800 мм.
С одной стороны такой вариант более предпочтителен, но он может не создать необходимой степени уплотнения балласта под шпалой. Для наиболее быстрой смены ёмкости предлагается производить замену ёмкости со щебнем непосредственно под рельсошпальной решёткой путём откатывания её в сторону и постановки на место ёмкости со старым щебнем аналогичной ёмкости, только со свежим щебнем.
А так как у нас одна ёмкость, а не четыре, то время работы по излечению старого щебня из стенда и замены его на новый, значительно сокращается.
Предлагается несколько вариантов замены ёмкостей:
вариант I представлен на рисунке 4;
вариант II представлен на рисунке 5;
вариант III представлен на рисунке 6;
вариант IV представлен на рисунке 7.
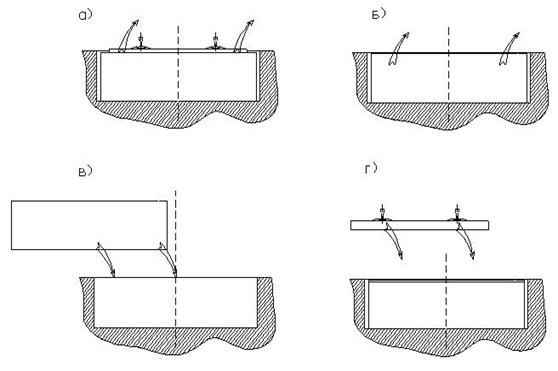
а) Снятие РШР; б) Выемка емкости со старым щебнем; в) Установка в стенд емкости со свежим щебнем; г) Установка РШР
Рисунок 4 - Схема замены ёмкости со щебнем путём снятия РШР
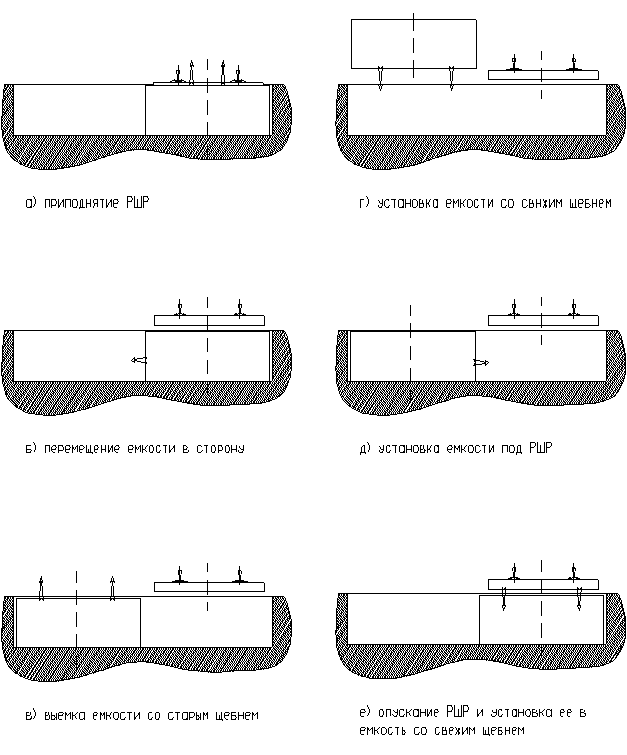 Рисунок 5- Схема замены
ёмкости путём смещения, без снятия РШР
Рисунок 5- Схема замены
ёмкости путём смещения, без снятия РШР
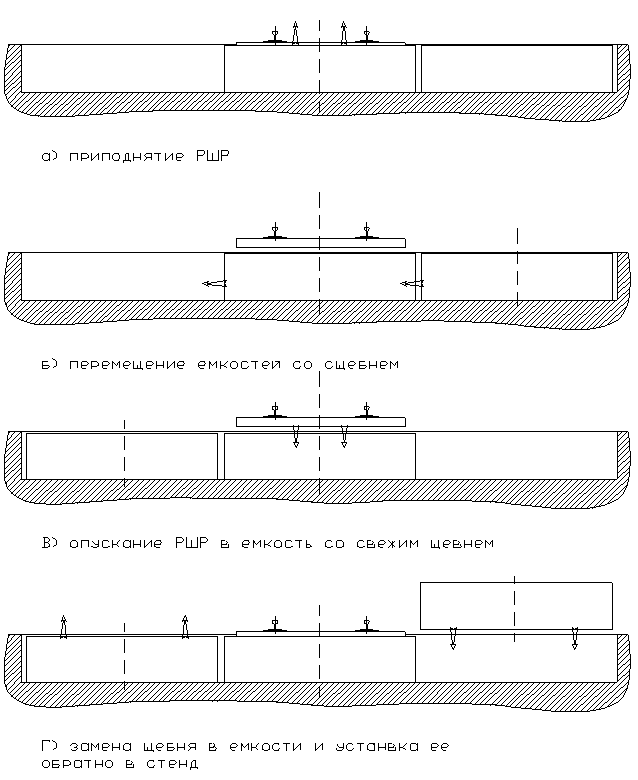
Рисунок 6- Схема замены ёмкостей со щебнем при наличии в стенде сразу двух емкостей и без снятия РШР
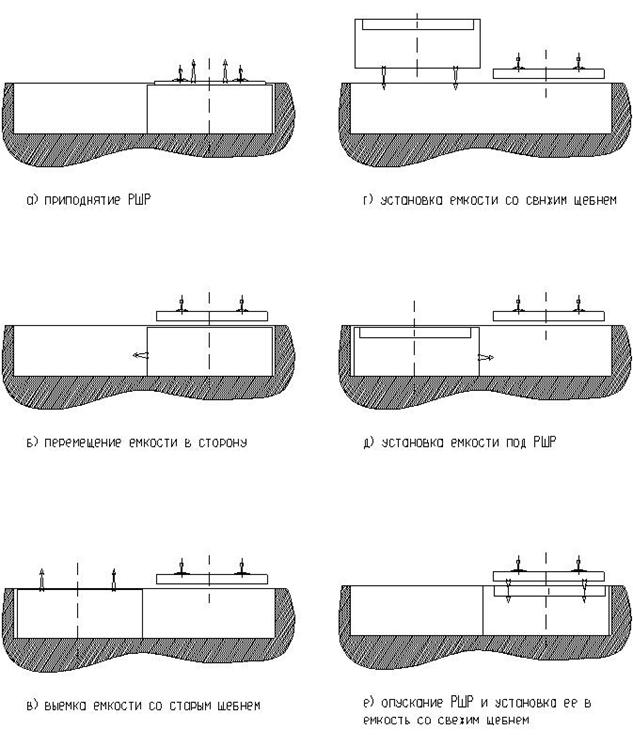
Рисунок 7- Схема замены ёмкостей со щебнем при наличии в стенде пространства под шпалы
Имеется масса вариантов осуществления перемещения ёмкостей под рельсошпальную решетку с целью замены старого щебня на новый. К примеру можно использовать лебёдку, гидравлическую систему, так же возможен вариант применения цепной передачи. Возможные варианты представлены на рисунках 8.1- 8.3.
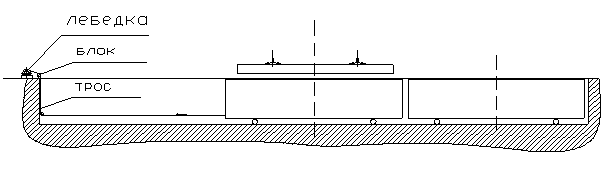
Рисунок 8.1- Схема перемещения ёмкостей при помощи лебёдки
Такой способ перемещения ёмкостей прост и надёжен, пожалуй, единственным его недостатком является то, что приходится постоянно перецеплять лебёдку от одной ёмкости к другой.
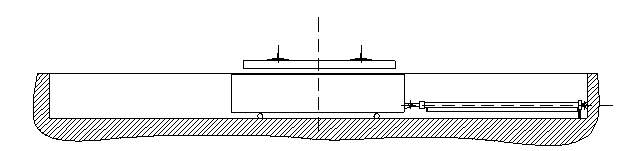 Рисунок 8.2- схема
перемещения ёмкости с помощью гидроцилиндра
Рисунок 8.2- схема
перемещения ёмкости с помощью гидроцилиндра
Преимуществом данного способа является возможность перемещения ёмкости как в одну сторону, так и в другую. Недостатком являются лишь большие размеры гидроцилиндра и увеличенные габариты.
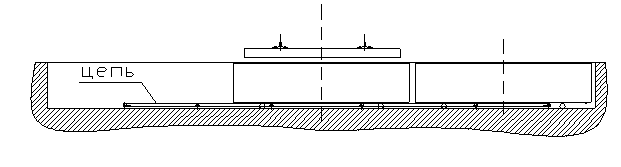
Рисунок 8.3- схема перемещения ёмкости цепной передачей
Так же как и у варианта с применением гидравлической системы, плюсом данного варианта является возможность реверсивного движения ёмкостей. Минусом, пожалуй, является лишь необходимость обеспечения постоянного натяжения цепи и условие хорошего прилегания цепи к гребёнкам установленным под днищем ёмкости.
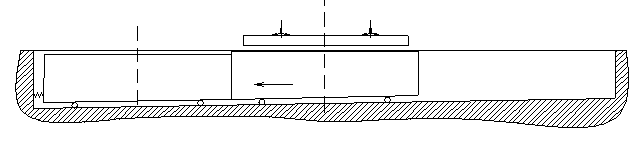 Рисунок 8.4- схема перемещения
ёмкостей при установке их на наклонную поверхность
Рисунок 8.4- схема перемещения
ёмкостей при установке их на наклонную поверхность
Данный способ представляется наиболее приемлемым, так как является наиболее простым и не требующим установки дополнительного оборудования и затрат энергии. Ещё одним преимуществом над другими методами является дешевизна этого метода.
2 РАЗРАБОТКА СТЕНДА
Для разработки стенда принят третий вариант замены ёмкостей со щебнем (рисунок 6).
Он представляется более предпочтительным из-за удобства замены подбиваемого балласта. Так же большим преимуществом такого метода является скорость замены щебня под врубкой РШР. При выбранном методе замены щебня возможна одновременная замена ёмкостей со щебнем и обкатка очередной машины.
При обкатке подбивочных блоков щебень, находящийся под шпалами, является более уплотненным, чем щебень в шпальных ящиках. При подбивке же, не имеет смысла подбивать и так уже уплотнённый балласт. Необходимо разрыхлять уплотнённый щебень. Это можно сделать либо при помощи дополнительных устройств, что усложнит работу по производству и эксплуатации стенда, либо перемешать рельсошпальную решётку относительно зон уплотнённого щебня. Можно сдвинуть решётку на щебне, но тогда придётся сдвигать и всю машину на такое же расстояние так как подбойки окажутся над шпалами. Более простым методом является перемещение ёмкости со щебнем при не подвижно-стоящей врубке рельсошпальной решётки. Этот вариант показан на рисунке 9.
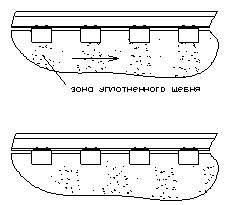
Рисунок 9 - Принцип смещения уплотнённого щебня в зону подбивки
Таким образом, после смещения балласта, подбойки машины разбивают уплотнённый щебень, перемещая его под шпалы и уплотняя его там. После завершения процесса подбивки ёмкость возвращается в исходное положение и цикл может быть начат заново.
2.1 Определение основных параметров
2.1.1 Определение массы врубки рельсошпальной решетки
Масса вырубки рельсошпальной решётки:
![]() (1)
(1)
где - ![]() - масса вырубки
рельсошпальной решётки;
- масса вырубки
рельсошпальной решётки; ![]() - масса
одного рельса;
- масса
одного рельса; ![]() - масса одной
шпалы,
- масса одной
шпалы, ![]() =80кг;
=80кг; ![]() -масса одной подкладки,
-масса одной подкладки, ![]() = 2,5кг;
= 2,5кг; ![]() - масса одного костыля ,
- масса одного костыля , ![]() = 0,5кг;
= 0,5кг; ![]() - масса одного
противоугона,
- масса одного
противоугона, ![]() =1кг;
=1кг; ![]() - количество рельс,
- количество рельс, ![]() =2;
=2; ![]() - количество шпал,
- количество шпал, ![]() =4;
=4; ![]() - количество подкладок,
- количество подкладок, ![]() =8;
=8; ![]() - количество костылей,
- количество костылей, ![]() =24;
=24; ![]() - количество противоугонов,
- количество противоугонов,
![]() =16;
=16;
Определим массу рельса;
![]() (2)
(2)
где - ![]() - масса одного погонного
метра рельса,
- масса одного погонного
метра рельса, ![]() = 65кг;
= 65кг; ![]() - длинна рельса,
- длинна рельса, ![]() =3,45м;
=3,45м;
![]() кг
кг
![]() кг
кг
2.1.2 Расчет опорного ролика
2.1.2.1 Расчет опорного ролика на смятие
Выбранный ролик проверяю по напряжению смятия в зависимости от типа контакта ролика с рельсом. Расчетная схема показана на рисунке 10.
Реакция от рельса R, кН;
![]() , (3)
, (3)
Напряжения смятия при
линейном контакте ![]() ,МПа[6] :
,МПа[6] :
![]() , (4)
, (4)
где, ![]() – коэффициент, учитывающий
касательную нагрузку в месте контакта (
– коэффициент, учитывающий
касательную нагрузку в месте контакта (![]() =1,1)[6,табл.5.4];
=1,1)[6,табл.5.4];
![]() – коэффициент,
неравномерности по линии касания головки с роликом (
– коэффициент,
неравномерности по линии касания головки с роликом (![]() =1,5)[6,табл.5.4];
b-ширина контакта ролика с головкой
рельса, мм;
=1,5)[6,табл.5.4];
b-ширина контакта ролика с головкой
рельса, мм;
![]() , (5)
, (5)
где - Bo-ширена головки рельса мм, (Bo=75мм); r- радиус скругления рельса, r=15 мм;
![]() мм.
мм.
Допускаемое напряжение
смятию ![]() при приведенном числе оборотов
N за срок службы, МПа;
при приведенном числе оборотов
N за срок службы, МПа;
![]() , (6)
, (6)
где - ![]() - допускаемое напряжение,
МПа ( для стали 75 ГОСТ 14959
- допускаемое напряжение,
МПа ( для стали 75 ГОСТ 14959 ![]() =860
МПа) [3]
=860
МПа) [3]
Число оборотов N за срок службы;
![]() , (7)
, (7)
где, Nс- полное число оборотов за срок службы Т, ч (Т=1200 ч) ;
![]() (8)
(8)
где, Т- срок службы, ч (Т=1200 ч) ; 0,8V- средняя скорость передвижения ролика м/с;
![]() обор.
обор.
![]() обор.
обор.
 МПа
МПа
Из формулы (4);
 МПа
МПа
Условие (4) выполняется.
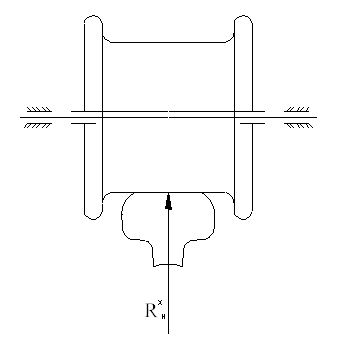
Рисунок 10 – Расчетная схема опорного ролика на смятие
2.1.2.2 Расчет оси опорного ролика на прочность
Расчетная схема и эпюра изгибающих моментов показана на рисунке 11.
Горизонтальная составляющая реакция от рельса Rн, кН;
![]() (9)
(9)
Изгибающий момент Мyн от горизонтальной составляющей реакция от рельса![]() , кН/м;
, кН/м;
![]() (10)
(10)
Условие прочности на изгиб в опасном сечении:
![]() , (11)
, (11)
где - [σ] – допускаемое напряжение, МПа (для стали 45 [σ]=200 МПа); W – момент сопротивления изгибу в круглом сечении, м3 ;
![]() , (12)
, (12)
где d- диаметр оси, м;
Из формулы (10);
![]() , (13)
, (13)
 .
.
Принято; d=45 мм.
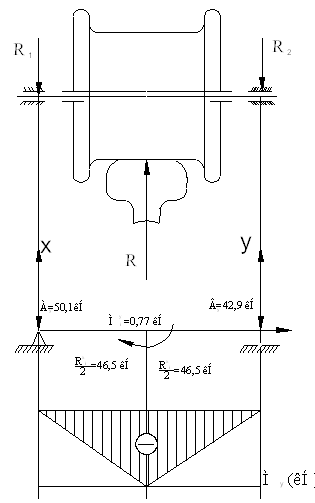
Рисунок – 11 Расчетная схема и эпюра изгибающих моментов
2.1.3 Выбор подшипников
Радиально-упорные шарикоподшипники предназначены для восприятия радиальных и осевых нагрузок. Их способность воспринимать осевую нагрузку зависит от угла контакта, представляющего собой угол между плоскостью центров шариков и прямой, проходящей через центр шарика и точку касания шарика с дорожкой качения. С увеличением угла контакта осевая грузоподъемность возрастает вследствие уменьшение радиальной. По скоростным характеристикам радиально-упорные подшипники не уступают радиальным однорядным.
Увеличение угла контакта приводит к снижению допускаемых частот вращения и увеличению воспринимаемой подшипниками односторонней осевой нагрузки.
Подшипники устанавливают на жестких двухопорных валах с небольшим расстоянием между опорами, а также в узлах, где требуется регулирование зазора в подшипниках при монтаже или в процессе эксплуатации.
Однорядный радиально – упорный шарикоподшипник воспринимает радиальную и осевую нагрузку, причем осевую нагрузку – только в одном направлении; радиально – упорный шарикоподшипник устанавливается напротив второго подшипника, который воспринимает нагрузку в противоположном направлении. Радиально – упорные шарикоподшипники – неразъемные. Они пригодны для высоких частот вращения. Способность к самоустановке очень мала.
Сепараторы: Большая часть радиально – упорных шарикоподшипников имеют массивный сепаратор с окнами из стеклонаполненного полиамида. Они подходят для длительных температурных воздействий до 120 о С. При смазке содержащиеся в масле присадки могут привести к сокращению срока службы сепаратора. Старое масло в условиях высоких температур также может снизить долговечность сепаратора, поэтому необходимо соблюдать сроки замены масла. Подшипники в универсальном исполнении для комплектного монтажа.
Эти подшипники специально выпускаются приспособленными для установки в произвольном порядке, с единственным условием – они должны монтироваться вплотную друг к другу; при этом достигается предписанное значение внутреннего осевого зазора или равномерное распределение нагрузки без применения прокладок или других подобных приспособлений.
Перекос: Однорядные радиально – упорные шарикоподшипники обладают ограниченной способностью компенсировать несоосность. При перекосах шум и вибрации подшипника заметно возрастают.
Внутренний зазор:
Внутренний зазор в однорядном радиально – упорном шарикоподшипнике устанавливается только после монтажа подшипника и зависит от расположения его относительно второго подшипника, при котором в узле организуется фиксация подшипника в противоположном направлении.
Минимальная нагрузка:
Для того, чтобы подшипник работал удовлетворительно, он всегда должен быть под определенной минимальной нагрузкой. Это особенно важно, когда подшипники работают при высоких скоростях, когда силы инерции шариков и сепаратора, а также трение в смазочном материале могут оказывать отрицательное воздействие на условия качения в подшипнике и вызвать проскальзывание шариков по дорожке качения.
Выбор подшипника на роликовых опорах производится по допустимой радиальной силе и динамической грузоподъемности.
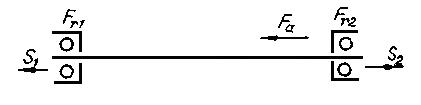
Рисунок 12 – Расчетная схема радиального однорядного шарикоподшипника
Для радиально-упорных шарикоподшипников осевая составляющая:
![]() . (14)
. (14)
где ![]() осевая составляющая; е –
коэффициент осевого нагружения, [3];
осевая составляющая; е –
коэффициент осевого нагружения, [3]; ![]() радиальная
нагрузка,
радиальная
нагрузка, ![]() кН.
кН.
![]() кН
кН
Динамическая грузоподъемность:
![]() (15)
(15)
где: ![]() - динамическая
грузоподъемность;
- динамическая
грузоподъемность; ![]() - масса щебня в
ёмкости,
- масса щебня в
ёмкости, ![]() =460кг;
=460кг; ![]() -масса ёмкости для щебня,
-масса ёмкости для щебня, ![]() =130кг;
=130кг; ![]() - масса рамы продольного
перемещения,
- масса рамы продольного
перемещения, ![]() =65кг;
=65кг; ![]() ;- количество подшипников,
;- количество подшипников, ![]() =18 шт.
=18 шт.
![]()
Выбран подшипник 106206 по ГОСТ 8338-75.
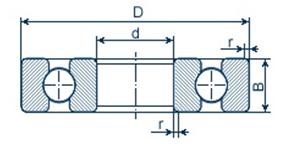
Рисунок 13 – Схема радиального однорядного шарикоподшипника
Размеры выбранного подшипника сведены в таблицу 1
Таблица 1 - Характеристики радиального однорядного шарикоподшипника
| Размеры, мм |
|
|
|
Обозначение | |||
| d | D | B | r | ||||
| 30 | 55 | 13 | 1,5 | 13,3 | 8,3 | 12/15 | 106 |
2.1.4 Выбор гидроцилиндра на перемещение емкости
Гидроцилиндр предназначен для перемещения емкостей со щебнем . Резьба на корпусе позволяет закрепить гидроцилиндр и использовать его в качестве силового органа.
Гидравлический возврат штока позволяет быстро вернуть шток в исходное положение, сокращая рабочий цикл.
Сила на штоке гидроцилиндра:
![]() , (16)
, (16)
где: ![]() -сила на штоке
гидроцилиндра;
-сила на штоке
гидроцилиндра; ![]() - масса емкости
со щебнем
- масса емкости
со щебнем
![]() - коэффициент трения качения ,
- коэффициент трения качения ,![]() =0,05.
=0,05.
Перед тем как определить массу емкости со щебнем, предварительно определим объем емкости:
![]()
![]() , (17)
, (17)
где: H– высота емкости; L– длинна емкости; B–ширина емкости;
![]() .
.
Определение массы емкости со щебнем:
![]() , (18)
, (18)
где - ![]() объем емкости,
объем емкости, ![]() ;
; ![]() плотность щебня,
плотность щебня, ![]() ;
;
![]() т
т![]() кН
кН
![]() кН
кН
т.к. нам необходимо передвинуть емкость на расстояние 2950мм. Принят телескопический гидроцилиндр двухстороннего действия.
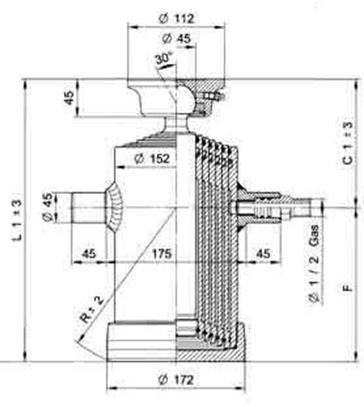
Рисунок 14 – Телескопический гидроцилиндр двухстороннего действия с подводом жидкости через телескопические трубопроводы.
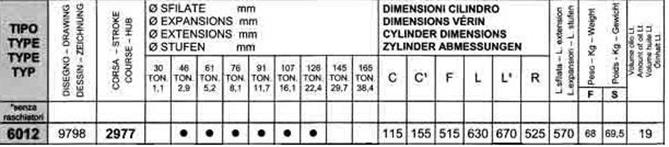
Рабочее давление – до 180 бар; Грузоподъемность – 9 тонн; Диапазон рабочих температур - 40+110°С; Максимальная скорость движения штока – 0,5 м/с;
Определение минимального давления в гидроцилиндре, необходимого для перемещения ёмкости с балластом:
![]() , (19)
, (19)
![]() .
.
2.2 Геометрическая компоновка стенда
К геометрическим параметрам относят: параметры, определяющие расположение частей и элементов стенда относительно расположения рабочих органов на раме машины.
![]() габаритный размер задней тележки;
габаритный размер задней тележки; ![]() габаритный размер для
обкатки подбивочных блоков машины;
габаритный размер для
обкатки подбивочных блоков машины;![]() габаритный
размер подъемно – рихтовочного – устройства;
габаритный
размер подъемно – рихтовочного – устройства; ![]() общий
габарит размещения рабочих органов на раме машины
общий
габарит размещения рабочих органов на раме машины
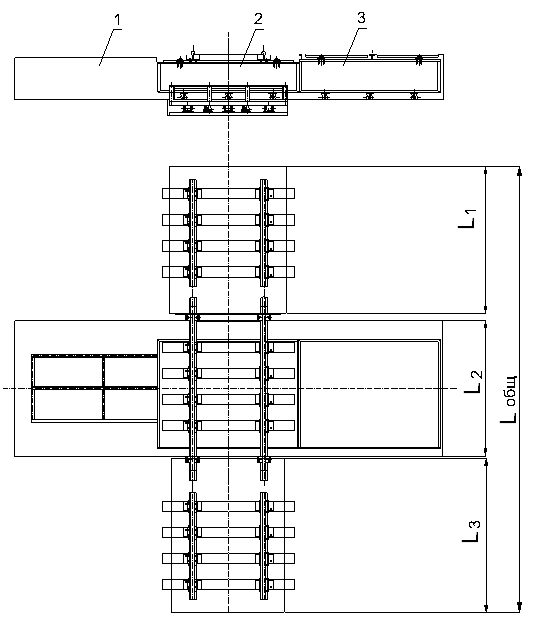
Рисунок 15 - Геометрическая компоновка стенда.
1 – расположение задней тележки машины; 2 – Емкость для обкатки подбивочных блоков; 3 – размещение подъемно – рихтовочного – устройства машины.
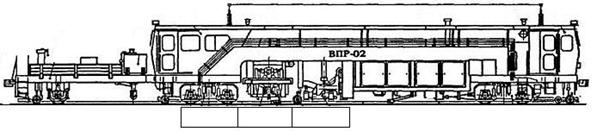
Рисунок 16 - Расположение машины и рабочих органов на стенде.
Геометрическая компоновка емкости для обкатки виброблоков:
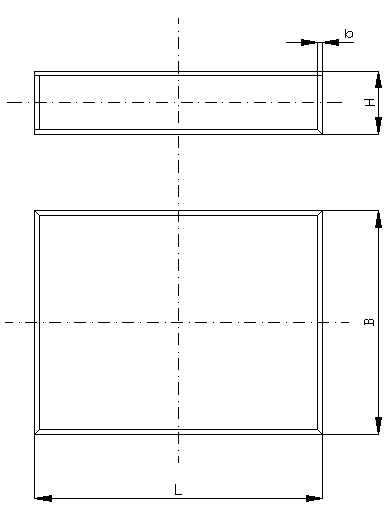
где – L - длина; B - ширина; H - высота; b - толщина стенки емкости.
Рисунок 17 – геометрическая компоновка емкости
2.3 Определение параметров гидросистемы
Составлена гидравлическая схема для расчёта гидроаппаратуры (рисунок 18)
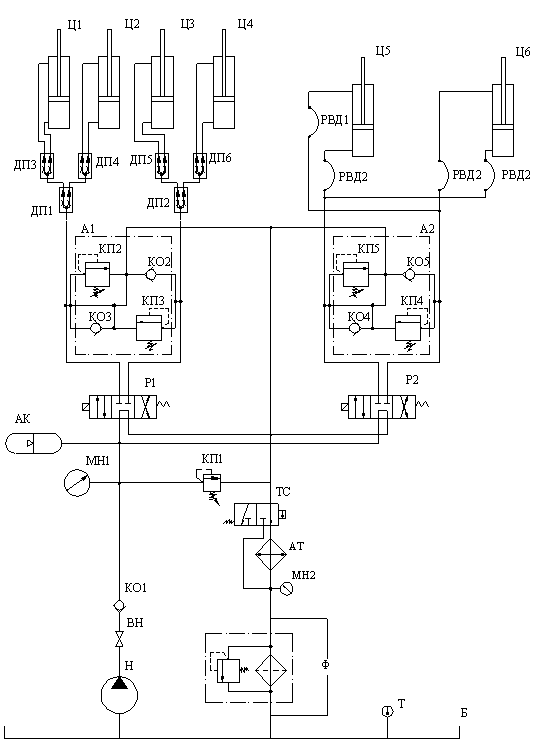
Рисунок 18- схема гидравлическая принципиальная
На рисунке 18 изображена двухпоточная схема гидропривода испытательного стенда.
Стенд имеет два рабочих органа:
РО1 – поступательного действия (операции по подъёму ёмкости), привод от гидроцилиндра;
РО2 – поступательного действия (операции по перемещению ёмкости), привод от гидроцилиндра.
В приводе РО1 распределитель Р1 с открытым центром, управление электрическое. В приводе РО2 распределитель Р2 с открытым центром, управление электрическое.
Для обеспечения синхронности движения штоков четырёх гидроцилиндров подъёма, применяется схема последовательно-параллельного деления потоков при помощи делителей потока ДП1-ДП6.
Для включения РО1 машинист подаёт напряжение на обмотку электромагнита, который переводит распределитель Р1в рабочее положение, и силовой поток жидкости идёт к гидроцилиндрам Ц1-Ц4:
Б-Н-КО1-Р1-ДП1-ДП3(ДП4)-Ц1-Ц4-ДП5(ДП6)-ДП2-Р1-ТС-АТ-Ф -Б.
Для торможения рабочего органа РО1, машинист прекращает подавать напряжение на обмотку электромагнита, золотник силового распределителя Р1 пружиной возвращается в нейтральную запирающую позицию и жидкость от насоса идёт: Б –Н-КО1-Р1-ТС-Ф-Б.
АК необходим в аварийных ситуациях, например при остановке двигателя или отказе Н. Тогда энергией накопленной в аккумуляторе переведем в рабочую позицию Р1 и опустим груз под собственным весом. АК так же сглаживает пульсацию давления.
Для защиты элементов систем приводов РО1 и РО2 от активных перегрузок и от инерционных при торможении, в схему включен предохранительный клапан первичной защиты КП1.
Предохранительный клапан КП1- непрямого действия, соединен входом с напорной линией сразу за насосом, а выходом со сливной линией до фильтра.
Давление настройки клапанов в 1,2…1,6 раз выше номинального. При срабатывании КП1 рабочая жидкость идёт: Б –Н-КО1-КП1-ТС-Ф1-Б, при этом гидроцилиндры останавливаются, а давление в напорной линии сохраняется максимальным.
Для защиты элементов системы от инерционных перегрузок при торможении, а также от реактивных перегрузок и инерционных при пуске, которые возникают в запертых гидродвигателях Ц1-Ц6, в схему включены блоки вторичной защиты А1 и А2. Клапаны вторичной защиты настроены на давление p=2,2 МПа. Вторичная защита включена между рабочими линиями за распределителем.
Вторичная защита А1, А2 выполнена в виде сочетания предохранительных КП2, КП3, КП4, КП5 и обратных клапанов КО2, КО3, КО4, КО5.
В гидропередаче привода РО2, для защиты поршневых и штоковых полостей гидроцилиндров от реактивных перегрузок, работает блок вторичной защиты А2. Пути потоков жидкости при защите поршневых и штоковых полостей несколько различны. Жидкость, вытесняемая из поршневой полости при срабатывания вторичной защиты, не вмещается в штоковую полость. Разность объемов идет через сливную линию в бак. Жидкости, вытесняемой из штоковой полости при срабатывании А2, недостаточно для заполнения поршневой полости. В этом случае недостающая жидкость берется из сливной линии.
При повышении давления в поршневой полости цилиндра, жидкость идет по схеме, приведенной на рисунке 19.
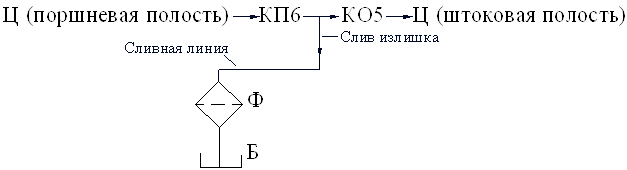 Рисунок 19 – схема движения
РЖ при реактивных перегрузках в поршневой полости гидроцилиндра
Рисунок 19 – схема движения
РЖ при реактивных перегрузках в поршневой полости гидроцилиндра
При повышении давления в штоковой полости цилиндра, жидкость идет по схеме, приведенной на рисунке 20.
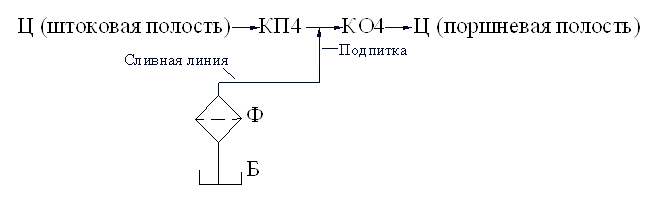 Рисунок 20 – схема движения
РЖ при реактивных перегрузках в штоковой полости гидроцилиндра
Рисунок 20 – схема движения
РЖ при реактивных перегрузках в штоковой полости гидроцилиндра
В сливную линию перед блоком фильтров включён теплообменный аппарат АТ, предназначенный для охлаждения рабочей жидкости.
Перед АТ установлен термостат ТС, автоматически направляющего жидкость через теплообменник или в обход его в зависимости от ее температуры.
Для контроля давления в напорных и сливных линиях включены манометры МН1, МН2. Температуру РЖ показывает термометр Т в баке Б. Непрерывная фильтрация РЖ обеспечивается полнопоточным фильтром Ф.
2.3.1 Выбор комплектующих
2.3.1.1 Выбор гидроцилиндра
Гидроцилиндр предназначен для подъема решетки . Резьба на корпусе позволяет закрепить гидроцилиндр и использовать его в качестве силового органа. Гидравлический возврат штока позволяет быстро вернуть шток в исходное положение, сокращая рабочий цикл.
Сила на штоке гидроцилиндра:
![]() (20)
(20)
где: ![]() -сила на штоке
гидроцилиндра;
-сила на штоке
гидроцилиндра; ![]() - сила тяжести
рельсошпальной решётки;
- сила тяжести
рельсошпальной решётки; ![]() -
количества гидроцилиндров,
-
количества гидроцилиндров, ![]() =4;
=4;
Определение силы тяжести РШР
![]() (21)
(21)
![]() Н
Н
![]() Н
Н
По ходу штока и силе на штоке выбран гидроцилиндр ГЦО-50х25х320
Определение минимального давления в гидроцилиндре, необходимого для поднятия рельсошпальной решётки:
![]() , (22)
, (22)
![]() .
.
Скорость подъема решетки принята равной 0,15 м/с.
2.3.1.2 Определение мощности привода гидронасоса
Мощность привода определяем по мощности на рабочем органе
![]() (23)
(23)
![]()
С учётом потерь мощности гидросистемы, по ГОСТ 19523-81, выбран асинхронный электродвигатель 4А80В2:
Мощность- ![]() кВт
кВт ![]()
Синхронная частота
вращения- ![]() об/мин. (25 об/с)
об/мин. (25 об/с)
Технические характеристики двигателя сведены в таблицу 2.
Таблица 2 – Технические характеристики электродвигателя 4А80В2
| Тип |
|
|
|
|
|
|
|
|
|
|
|
| 4А80В2 | 2,2 | 4,6 | 2790 | 0,87 | 0,83 | 6,5 | 2,1 | 1,4 | 2,6 | 0,0021 | 20 |
2.3.1.3 Определение расхода жидкости
![]() (24)
(24)
где: ![]() - количество одновременно
работающих гидроцилиндров,
- количество одновременно
работающих гидроцилиндров, ![]() ;
; ![]() - площадь поршня
гидроцилиндра;
- площадь поршня
гидроцилиндра; ![]() - скорость
выдвижения штока гидроцилиндра,
- скорость
выдвижения штока гидроцилиндра, ![]() .
.
![]() (25)
(25)
![]() м2
м2
![]() м3/с
м3/с
2.3.1.4 Определение рабочего объёма насоса
![]() , (26)
, (26)
где: ![]() - расход рабочей жидкости
- расход рабочей жидкости
![]() - частота вращения привода
гидронасоса
- частота вращения привода
гидронасоса
![]()
Выбран насос аксиально-поршневой с наклонным блоком цилиндров не регулируемый, марки 310.56:
Технические характеристики выбранного насоса сведены в таблицу 3.
Таблица 3 – Характеристики аксиально–поршневого насоса 310.56
| Наименование параметра | Значение для насоса |
| 310.56 | |
| Рабочий объем (номинальный), куб.см | 56 |
| Частота вращения минимальная, с-1 (об/мин) | 6,7 (400) |
| Частота вращения номинальная, с-1 (об/мин) | 25,0 (1500) |
| Частота вращения максимальная при минимальном давлении на входе, с-1 (об/мин) | 41,7 (2500) |
| Частота вращения максимальная при давлении на входе 0,2 МПа (2кгс/кв.см), не менее, с-1 (об/мин) | 62,5 (3750) |
| Подача номинальная, куб.дм/с (л/мин) | 1,33 (80) |
| Давление на входе минимальное (абсолютное), МПа (кгс/кв.см) | 0,08 (0,8) |
| Давление на выходе номинальное, МПа (кгс/кв.см) | 20 (200) |
| Давление на выходе максимальное , МПа (кгс/кв.см) | 35 (350) [для 310.4...-40 (400)] |
| Давление дренажа (максимальное), МПа (кгс/кв.см) | 0,2 (2,0) |
| Номинальная мощность (потребляемая), кВт | 29 |
| Коэффициент подачи | 0,95 |
| КПД полный | 0,91 |
| Масса (без рабочей жидкости), кг | 17 |
3 ОПРЕДЕЛЕНИЕ ЗАТРАТ НА СОЗДАНИЕ СТЕНДА
Затраты на создание стенда определяются методом прямого счета на основе нормативов материальных и трудовых затрат.
Исходными данными для выполнения расчета стоимости стенда являются: перечень комплектующих изделий, необходимых для его постройки; нормы трудоемкости по видам работ и средние разряды работ по изготовлению, сборке и монтажу, часовые тарифные ставки по разрядам работ, нормативные отчисления на социальное страхование и дополнительную заработную плату.
Стоимость элементов, сырья и материалов принимается по состоянию цен на май 2009 г. из каталогов и прайс-листов производителей соответствующей продукции.
3.1 Определение стоимости материалов
Затраты на материалы и сырье Змт, руб.
 , (27)
, (27)
где - mi - расход материалов для изготовления i-го элемента стенда, т; Цi - цена одной тонны материалов для изготовления i-го элемента стенда, руб./т.
Результаты расчета затрат на материалы и сырье сведены в таблицу 4.
Таблица 4 - Результаты расчета затрат на материалы и сырье
| Наименование | Масса, т | Стоимость 1 т, руб. | Общая стоимость, руб. |
| 1 | 2 | 3 | 4 |
| Швеллер № 10 сталь г/к©10ГОСТ 8240-89 | 0,489 | 29100 | 14224 |
| Лист толщиной 3мм ГОСТ 7865-87 | 0,088 | 30500 | 2684 |
| Лист толщиной 10мм. Ст 30 | 0,06 | 34200 | 2950 |
| Уголок №3 сталь г/к©10 ГОСТ 8739-79 | 0,012 | 26500 | 318 |
| Уголок №5 сталь г/к©10 ГОСТ 8739-79 | 0,049 | 26500 | 1300 |
|
Итого: Змт = 21476руб. |
|||
3.2 Определение стоимости покупных изделий
Затраты на покупные комплектующие изделия Зпки, руб.:
 , (28)
, (28)
где Ni - расход комплектующих изделий i-го вида при изготовлении стенда, шт; Цi - цена единицы i-го комплектующего изделия, руб./шт.
Результаты расчета затрат на покупные комплектующие изделия сведены в таблицу 5.
Таблица 5 - Результаты расчета затрат на покупные комплектующие изделия
| Наименование | Кол-во, шт. | Стоимость 1 шт. руб. | Общая стоимость, руб. |
| 1 | 2 | 3 | 4 |
| Болт М12-x40 ГОСТ 7805-70 | 72 | 37,08 | 2669,76 |
| Шайба 10.02х2 ГОСТ 11371-78 | 72 | 4,37 | 313,2 |
| Болт М 10х20 ГОСТ 7805-70 | 2 | 24,20 | 48,4 |
| Болт М 20х90 ГОСТ 7805-70 | 2 | 40,30 | 80,6 |
| Гайка М 20 | 2 | 12 | 24 |
| Подшипник 106206 ГОСТ 8338-75 | 36 | 84 | 3024 |
| Гидроцилиндр | 6 | 2300 | 13800 |
| Электродвигатель АИРЕ 80В2 ГОСТ 19523-81 | 1 | 3400 | 3400 |
| Гидронасос 310.56 | 1 | 2100 | 2100 |
| РВД | 4 | 74 | 296 |
| Распределитель | 2 | 1450 | 2900 |
| Фильтр масляный | 1 | 780 | 780 |
|
Итого: Зпки = 23276 |
3.3 Определение стоимости изготовления стенда
Основная заработная плата
производственных рабочих на изготовление металлической рамной конструкции ![]() , руб:
, руб:
![]() (29)
(29)
![]() (30)
(30)
![]() (31)
(31)
![]() (32)
(32)
где Стч - часовая тарифная часовая ставка рабочего 6-го разряда, руб/ч Стч = 55 руб/ч; Kр - районный коэффициент, Kр = 1,25; Kпр – коэффициент премирования, Kпр = 1,5; Кнач – коэффициент, учитывающий начисления на заработную плату, Кнач = 1,356; tрi - трудоемкость изготовления 1 тонны сварной конструкции;
| Узлы | Трудоёмкость изготовления 1т., нормо – ч. |
| Сварные конструкции | 100 |
| Узлы механической обработки | 300 |
| Прочие | 80 |
Σmi - масса сварных конструкций, т.
![]() т;
т; ![]() т;
т; ![]() т.
т.
![]()
![]()
![]()
![]()
Дополнительная заработная плата производственных рабочих на создание металлической рамной конструкции в среднем составляет 10-15% от основной заработной платы.
Дополнительная заработная
плата производственных рабочих ![]() на создание
металлической рамной конструкции, руб.:
на создание
металлической рамной конструкции, руб.:
![]() , (33)
, (33)
![]()
Накладные расходы на создание металлической рамной конструкции принимаются равными 27-30% от основной заработной платы производственных рабочих.
Накладные расходы ![]() , руб.:
, руб.:
![]() (34)
(34)
![]()
Основная заработная плата
производственных рабочих на сварку сборку стенда ![]() ,
руб:
,
руб:
![]() , (35)
, (35)
где Cтч – тарифная ставка рабочего 6-го
разряда, руб./ч Cтч = 65 руб./ч; tpi - трудоемкость изготовления стенда,
нормо-ч, ![]() нормо – ч;
нормо – ч;
![]()
Дополнительная заработная плата производственных рабочих на сборку стенда принимается в среднем 10-15% от заработной платы производственных рабочих на сборку.
Дополнительная заработная
плата на сборку ![]() , руб.:
, руб.:
![]() , (36)
, (36)
![]()
Накладные расходы на сборку покупных комплектующих изделий принимаются равными 27-30% от основной заработной платы производственных рабочих на сборку.
Накладные расходы на
сборку ![]() , руб.:
, руб.:
![]() , (37)
, (37)
![]()
Основная заработная плата
проектно-конструкторского персонала ![]() , руб.:
, руб.:
![]() , (38)
, (38)
где Cтч – тарифная часовая ставка, руб./ч (Cтч = 85 руб.);
tрпр - трудоемкость проектно-конструкторских работ, ч (tрпр = 120 ч).
![]()
Накладные расходы проектно-конструкторских работ составляют 30 % от основной заработной платы проектно-конструкторских работ.
Накладные расходы
проектно-конструкторских работ ![]() , руб.:
, руб.:
![]() , ( 39)
, ( 39)
![]()
Затраты на заработную плату по всем видам работ сведены в таблицу 6
Таблица 6 - Затраты на заработную плату по всем видам работ
| Вид работ | Основная заработная плата, руб. | Дополнительная заработная плата, руб. | Накладные расходы, руб. |
| Производственные работы | 9761 | 5092,95 | 10185,9 |
| Сборочные работы | 13221 | 1983,15 | 3966,3 |
| Проектно-конструкторские работы | 25933,5 | - | 7780 |
| Итого по видам работ | 48915,5 | 7076 | 21932,2 |
|
Итого: Зов = 77923,7 руб. |
|||
Полная стоимость стенда Cп, руб:
![]() . (40)
. (40)
![]()
Таким образом, полная стоимость изготовления стенда для обкатки подбивочных блоков машин типа ВПР, ВПРС по действующим ценам, тарифам и тарифным ставкам составляет 122675,7 руб.
4 ПОРЯДОК ПРОВЕДЕНИЯ ОБКАТКИ ВИБРОБЛОКОВ
1. При подготовке к диагностированию проверить комплектность оборудования.
2. Рукава высокого давления, не должны содержать видимых дефектов:
нарушение внешнего покрова; продольные порезы; смятие накидных гаек и обжимных фитингов; видимых подтеков или мест истечения масла; наличие твердых засорителей или влаги в присоединительных местах.
3. Проверить наличие пломб и сроки испытания.
4. Рабочие должны быть обеспечены спецодеждой и очками.
5. При эксплуатации гидроприводов с высоким давлением следует создать безопасные условия для обслуживающего персонала от поражения струей жидкости. При обнаружении внешних утечек жидкости необходимо немедленно остановить насос и устранить утечки. Категорически запрещается для устранения утечек подтягивать соединения трубопроводов, штуцеры и т.п. при наличии высокого давления в гидросистеме [4].
6. Гибкие рукава и шланги не должны зажиматься в процессе обкатки. что определяется по продольным надписям основных параметров (диаметра, давления и т.п.), наносимым на рукава заводами-изготовителями [4].
7. Любые разъединения гидролиний выполнять только при отключенном гидронасосе, при этом перед работой убедиться об отсутствии давления в разъединяемом месте.
При производстве обкатки не допускать: потерю масла из гидросистемы, для предотвращения потерь масла; при потере масла убрать масло при помощи ветоши; попадание в систему влаги и твердых засорителей.
Во время диагностирования следить за показаниями манометра, не допускать перегрузки.
8. После окончания работ, измененные узлы гидросистемы вернуть в начальное положение, убедиться в отсутствии заглушек, пробок в непредусмотренных местах.
9. Не допускается эксплуатировать системы при возникновении хотя бы одной из следующих неисправностей:
9.1 выход значения какого-либо параметра системы или устройства за пределы допустимого;
9.2 появление повышенного шума, стука и вибраций в электродвигателя и насосе;
9.3.появление наружных утечек жидкости.
10. Не допускается производить подтягивание болтов, гаек и других соединений в системе, находящейся под давлением, и во время ее работы.
11. Все вращающиеся и быстродвижущиеся элементы, не помешенные в корпус машины, должны быть закрыты кожухами или иметь ограждения.
12. Не допускается производить процесс обкатки при открытой крышке.
13. Не ставить машину на стенд без ёмкости со щебнем.
14. Не производить замену ёмкостей при наличии машины на стенде.
15. Не производить ремонт рамы продольного перемещения и опорной рамы при наличии ёмкости в стенде.
16. При замене ёмкостей рекомендуется оградить стенд.
17. Следить за наличием заземления электродвигателя.
18. Электродвигатель должен быть огорожен, либо иметь чехол для скрытия всех вращающихся частей привода.
19. Должна обеспечиваться электроизоляция всех проводов.
20. Запрещается стоять у ёмкости со щебнем во время подбивки ближе чем 3 метра.
21. При замене ёмкостей работать только в касках.
22. Проводить обкатку машины только в защитных очках.
23. Запрещается оставлять стенд с открытыми крышками.
24.Запрещается производить ремонт ёмкостей для щебня непосредственно в стенде.
4.1 Последовательность выполнения работ
1. Открыть крышку стенда с загрузочной стороны.
2. При помощи цехового мостового крана загрузить ёмкость со свежим щебнем.
3. Закрыть крышку с загрузочной стороны.
4. Включить электродвигатель привода насоса.
5. Поднять вырубку РШР. (произойдет замена ёмкостей, под собственной силой тяжести.)
6. Опустить решётку. (произойдёт фиксация ёмкости на раме продольного перемещения)
7. 0ткрыть крышку со стороны выгрузки емкостей.
8. Вынуть ёмкость со старым щебнем, для замены балласта на свежий.
9. Закрыть крышку со стороны выгрузки.
10. Поставить машину на стенд, для обкатки.
11. После двух циклов подбивки переместить ёмкость со щебнем путём перемещения рамы продольного смещения (под шпалами уплотненный балласт замнется на не уплотнённый, который был между шпал)
12. После двух циклов подбивки вернуть ёмкость в исходное положение.
Цикл может повторяться несколько раз.
В одной ёмкость можно обкатать примерно 4 машины.
При обкатке контролируют:
Герметичность уплотнений и штуцерных соединений блока.
Утечка масла по штуцерным соединениям, штокам и корпусам гидроцилиндров не допускается.
Допускается расход масла через торцовые уплотнения осей рычагов в виде капель с интервалом времени не менее 1,5 мин. Расход масла через уплотнения при неработающем блоке не допускается; качество перемещения штоков гидроцилиндров.
Перемещение должно быть плавным, без заеданий, и ход штоков должен быть полным от одного крайнего положения до другого; температура нагрева подшипников вибровала. Максимальный нагрев подшипников не должен превышать ПО °С. В случае превышения допустимого значения температуры следует уменьшить частоту вращения вибровала до 1000 мин-1, при этом проверить уровень масла в системе смазки и при необходимости довести до нормы. Если в течение 10-15 мин температура подшипников не уменьшается или продолжает расти, нужно остановить блок и прекратить обкатку для выявления причины перегрева. Если же температура снизилась, необходимо вернуться к 2100 мин-1 и продолжить обкатку. Такое снижение оборотов выполняют не более 3 раз в течение первых 1,5 ч обкатки в номинальном режиме, причем время работы блока на пониженных оборотах в продолжительность обкатки не включается. Снижение оборотов на заключительном этапе обкатки (после шприцовки) не допускается.
В случае вынужденных остановок стенда, связанных с заменой каких-либо узлов и деталей блока, счет часов обкатки начинают сначала после внесения требуемых исправлений.
Остановки, не связанные с неисправностью блока, счета часов не нарушают, время этих остановок в продолжительность испытаний не включают.
Для наглядности проведения обкатки подбивочных блоков составлен графический алгоритм на рисунке 21
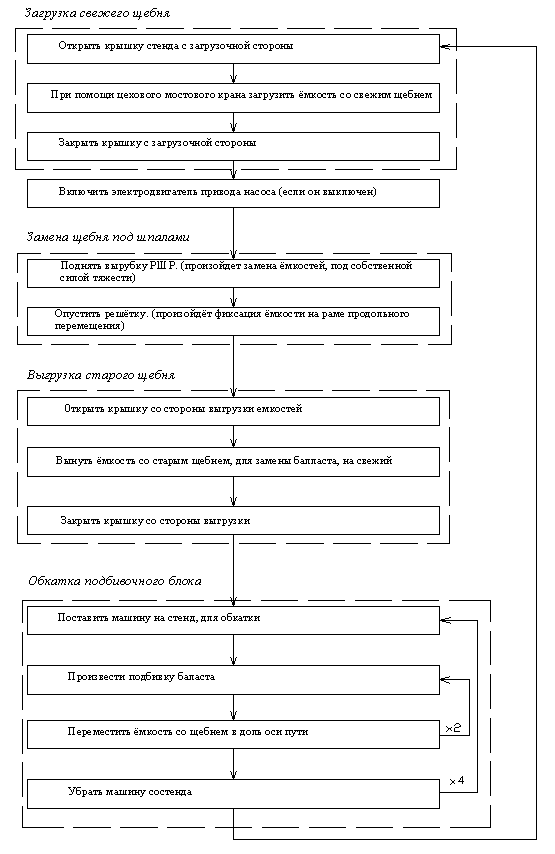
Рисунок 21 - Алгоритм проведения обкатки стенда
5 ОХРАНА ТРУДА
5.1 Состояние условий труда при стендовых испытаниях
При испытании подбивочных блоков на стенде в ряде случаев возникают условия, неблагоприятные для исполнителей работ. Такие ситуации создаются из-за того, что при трансформации энергии в стенде имеют место шумы, а большая кинетическая энергия вращающихся и поступательно движущихся масс является первопричиной и источником создания неблагоприятных условий для обслуживающего персонала. Опасности, имеющие место на рабочих местах, при испытании и ремонте виброблоков, подразделяются на импульсные и аккумулятивные.
Источниками импульсных опасностей являются подвижные массы, потоки воздуха, газов и жидкостей, незаземленные источники электрической энергии, неправильное размещение оборудования на рабочем месте. Импульсная опасность, приводящая к травме, мгновенно реализуется в случайные моменты времени и может быть представлена дискретной случайной функцией производственного процесса.
Источниками аккумулятивных опасностей являются: повышенный шум, вибрация, загрязненность воздушной среды газами и парами. В результате действия этих факторов организм человека переутомляется, нарушается координация движений, притупляется реакция организма на внешние раздражители. Аккумулятивная опасность реализуется на протяжении всего производственного процесса, представляя его непрерывную функцию и приводит к повышенному утомлению, заболеваниям.
5.2 Анализ вредных и опасных факторов
Таблица 7 – Анализ вредных и опасных факторов
|
N п/п |
Рабочее место | Опасные и вредные факторы | Характеристика опасных и вредных факторов |
|
|||
| Шум как физиологическое явление представляет собой неблагоприятный фактор внешней |
|
||||||
| 1 | Стенд обкатки виброблоков | Шум |
среды и определяется как звуковой процесс, неблагоприятный для восприятия и мешающий работе и отдыху. По физической природе шум, создаваемый стендом, обусловлен процессами механического воздействия деталей |
|
|||
| 2 | Освещенность | Свет является естественным условием жизнедеятельности человека и играет большую роль в сохранении здоровья и высокой работоспособности. Недостаточная освещенность требует не только постоянного напряжения глаз, что приводит к переутомлению и снижению работоспособности, но также может привести к тому, что будут незамечены некоторые изменения в работе стенда. |
|
||||
| 3 | Опасность травмирования перемещающимися частями привода стенда | При работе стенда перемещающейся его частью является емкость, и их механизм перемещения, поэтому существует опасность травмирования перемещающимися частями стенда при его работе. |
|
||||
| 4 | Опасность травмирования при работе с подъемными механизмами |
При работе емкость со щебнем подается к рабочему месту цеховым мостовым краном, поэтому может возникнуть аварийная ситуация вследствие обрыва троса, неправильного крепления груза и другими факторами, связанными с эксплуатацией подъемно-транспортного оборудования. |
|
||||
| 5 | Пожароопасность | В ходе разборки, ремонта, сборки и обкатки виброблоков используется горюче-смазочные материалы. При разборке виброблоков оставшееся масло может быть разлито, и при небрежном отношении к мерам пожарной безопасности могут привести к возникновению пожара. | |||||
| 6 | Опасность поражения электрическим током | В своем устройстве стенд имеет электрооборудование, необходимое для его функционирования, поэтому наличие электрооборудования и токоведущих частей при неправильной эксплуатации и несоблюдении правил техники безопасности электроустановок может привести к поражению обслуживающего персонала электрическим током. | |||||
5.3 Требования нормативно-технической документации по охране труда
Таблица 8 – Требования нормативно-технической документации по охране труда.
|
N п/п |
Требования |
Нормативный документ |
|
||
| 1 | Рабочее место, его оборудование и оснащение, применяемые в соответствии с характером работы, должны обеспечивать безопасность, охрану здоровья и работоспособность работающих |
ГОСТ 12.2.061-81. Оборудование |
|
||
| 2 | Шум на рабочем месте не должен превышать 80 дБА. |
ГОСТ 12.1.003-83. Шум. Общие требования безопасности. |
|
||
| 3 | Производственное оборудование должно иметь встроенное устройство для удаления выделяющихся в процессе работы вредных веществ непосредственно от места их образования и скопления. | ГОСТ 12.2.003-74. |
|
||
| Искусственное освещение в производственных помещениях должно устаиваться с лампами накаливания или люминесцентными лампами в виде общего освещения с равномерным или локализованным размещением светильников и комбинированного (общего и местного). Применение одного местного освещения не допускается. Норма освещенности рабочего места должна составлять при общем освещении 300 лк. | СНиП II-4-79 | ||||
| 5 | Приводные части стенда, а также передачи, к которым возможен доступ людей, должны быть ограждены. |
ГОСТ 12.2.002-80. Ограждения. Общие требования. |
|||
| 6 | Движущиеся и вращающиеся элементы оборудования, к которым возможен доступ обслуживающего персонала, должны быть ограждены со всех сторон и по всей длине, независимо от высоты расположения и скорости движения. |
ГОСТ 12.2.027-80. Оборудование гаражное и авторемонтное. |
|||
| 7 | Органы управления, связанные с определенной последовательностью их применения, должны группироваться таким образом, чтобы действия работающего осуществлялись слева направо и сверху вниз. |
ГОСТ 12.2.064-81. Органы управления производственным оборудованием. |
|||
| 8 | В конструкциях органов управления, предназначенных для включения оборудования, должны быть предусмотрены средства защиты от случайного включения. | ГОСТ 12.2.027-80. | |||
| 9 | Электрическая схема стенда должна исключать возможность его самопроизвольное включение/выключение. |
ГОСТ 12.2.007-75. Изделия электротехнические. Общие требования. |
|||
| 10 | Каждая электрическая машина должна иметь элемент заземления. |
ГОСТ 12.2.007-75. Изделия электротехнические. Общие требования |
|||
| 11 | Рабочее место около стенда должно быть оснащено стендом со схемой строповки емкости. |
ГОСТ 12.3.009-76. Погрузочно-разгрузочные работы. Общие требования. |
|||
5.4 Мероприятия по защите работающих от опасных и вредных факторов
Для того чтобы уменьшить или исключить вообще влияние опасных и вредных факторов на человека необходим целый комплекс мер по охране труда.
Методы борьбы с шумом.
Одним из методов борьбы с шумом является применение звукопоглощающих материалов для облицовки стен, потолков и полов производственных помещений. В качестве оперативного способа профилактики вредного воздействия шума на работающих целесообразно использовать средства индивидуальной защиты, в частности потивошумные наушники, Наушники снижают уровень звукового давления от 3 до 36 дБ.
Устройство освещения.
При проведении стендовых испытаний и работ важную роль играет рациональное освещение, позволяющее следить за объектом, за работой приборов. Это может обеспечить применение совмещенного освещения: естественного (бокового) и искусственного (комбинированного). Для общего освещения используют газоразрядные лампы низкого давления, а именно, люминесцентные типа ЛДЦ. Для местного освещения пульта управления стенда применяются лампы накаливания. При пользовании источниками искусственного освещения, чтобы исключить слепящее действие света, которое способствует быстрому утомлению глаз, необходимо применять светильники. Избегая контрастных и резких раздражительных тонов, необходимо правильно подобрать окраску стен помещения. Для того чтобы рассчитать общее искусственное освещение участка, сначала необходимо выбрать тип ламп. Выбано лампы типа ЛДЦ со светильником ОД. Количество ламп, необходимых для освещения, рассчитывается по формуле:
![]() (41)
(41)
где ![]() - нормируемое (требуемое)
освещение, лк; S - площадь помещения, м2; К - коэффициент запаса (для ламп ЛДЦ
К=1,5); Z - коэффициент неравномерности освещения (для ламп типа ЛДЦ Z=1,1); Фл
- световой поток ламп равен 3200 лм;
- нормируемое (требуемое)
освещение, лк; S - площадь помещения, м2; К - коэффициент запаса (для ламп ЛДЦ
К=1,5); Z - коэффициент неравномерности освещения (для ламп типа ЛДЦ Z=1,1); Фл
- световой поток ламп равен 3200 лм; ![]() коэффициент
использования светового потока.
коэффициент
использования светового потока.
Для того чтобы найти ![]() необходимо найти индекс
помещения i:
необходимо найти индекс
помещения i:
![]() (42)
(42)
где Нр - расчетная высота подвески светильника; L и B - длина и ширина помещения.
Предотвращение возникновения пожара.
Необходимо строгое выполнение требований безопасности при хранении и использовании горюче-смазочных материалов. Необходимо оборудовать противопожарный щит средствами пожаротушения. На рабочем месте запрещается пользоваться открытым огнем и курить. Обтирочный материал хранить только в металлических закрытых ящиках.
Мероприятия по защите от поражения электрическим током.
Для предотвращения возможности поражения электрическим током все металлические нетоковедущие части электрооборудования, а также металлические конструкции стенда, которые могут оказаться под напряжением вследствие повреждения изоляции, должны быть надежно заземлены. Защита электродвигателя и питающего его кабеля от тока короткого замыкания и перегрузок должна осуществляться автоматами, установленными на станции управления. На полу, у пульта управления стендом, для электробезопасности необходим резиновый коврик. Тип, кинематическое исполнение и степень защиты электрооборудования должны соответствовать номинальному напряжению, характеру его работы и условиям окружающей среды. Вся аппаратура открытого исполнения (рубильники, предохранители и т.д.) должна быть установлена в закрывающихся на замок металлических конструкциях или иметь предупреждающие надписи и знаки.
Мероприятия по защите работающих при погрузочно-разгрузочных работах.
Перед пользованием стропами и цепями для транспортировки емкости необходимо проверить их состояние и в случае необходимости заменить.
Следить за тем, чтобы под грузом не было людей и груз не перемещался под рабочими местами по пути транспортировки груза. Строповку груза производить согласно схемы строповки.
5.5 Техника безопасности
5.5.1 Общие требования
Стенд должен быть заземлен.
1. Не допускаются к управлению стендом лица, не прошедшие обучение и не аттестованные по профессии стропальщика и станочника, а также лица, моложе 18 лет.
2. Запрещается разборка и ремонт гидросистемы, находящейся под давлением.
3. Запрещается работа на неисправном гидроприводе, при неисправном манометре, а также на не рекомендуемой жидкости.
5.5.2 Требования перед началом работы
Перед началом работы рабочий обязан осмотреть и проверить техническое состояние узлов и деталей стенда и убедиться в их исправности.
Проверке на исправность и надежность подлежат: ограждения и защитные кожухи перемещающихся узлов стенда, а также их крепление; электрические кабели и провода; заземление стенда; трубопроводы и соединения гидросистемы; освещение рабочего места; система управления стендом.
Работать на стенде, имеющем неисправности, запрещается.
Необходимо убедиться в наличии на рабочем месте средств индивидуальной защиты, средств пожаротушения и средств оказания первой медицинской помощи.
5.5.3 Требования во время работы
При появлении во время работы стенда посторонних шумов, стуков и т.д. необходимо отключить стенд и проверить откуда исходят данные признаки неисправности.
Во время работы стенда запрещается:
- отвлекаться от выполнения прямых обязанностей;
- выходить из помещения при работающем стенде;
- передавать управление стендом лицам, не имеющим на это разрешение.
При прекращении подачи электроэнергии рабочий должен отключить стенд от сети.
5.5.4. Требования по окончании работ
По окончании работ рабочий обязан:
- выключить стенд и провести его уборку;
- сделать необходимые записи в журнале приема и сдачи смены.
5.5.5. Требования в аварийной ситуации
При возникновении аварийной ситуации рабочий обязан отключить стенд от сети и сообщить об этом своему непосредственному руководителю.
ЗАКЛЮЧЕНИЕ
В связи с тем, что при эксплуатации машин ВПР, ВПРС и других путевых машин, имеющих блоки для подбивки балласта, возникает проблема надёжной работы всех узлов и агрегатов. Ремонт таких машин производится исключительно на ремонтных предприятиях, имеющих необходимую базу. При ремонте лицензированных путевых машин ремонтное предприятие должно так же иметь лицензию на проведение соответствующих работ.
Перед ремонтными предприятиями стоит проблема обкатки рабочих органов. Рабочим органом машин ВПР, ВПРС и других подобных машин является подбивочный блок. Проблема обкатки этого органа заключается в рабочем цикле данного агрегата. Рабочий цикл подбивочного блока состоит из нескольких циклов. Так как подбивочный блок состоит из нескольких агрегатов, то существует большая вероятность выхода его из строя.
Чтобы обкатать подбивочный блок и выявить все возможные неполадки, с целью их дальнейшего устранения необходимо иметь соответствующее оборудование. Разработанный стенд может, отличается простотой конструкции и простотой использования за счет сведения к минимуму узлов и механизмов. Этот стенд является сравнительно не дорогим, простым в использовании и изготовлении. Этот стенд не требует от оператора особой квалификации.
Пожалуй, единственным недостатком этого стенда являются размеры, но для больших ремонтных предприятий это не является проблемой.
Разработанный стенд может применяться не только на ремонтных предприятиях, но так же и в лабораториях по разработке подбивочных блоков и комплектующих элементов, используемых в этих блоках.
Испытание рабочих органов машин по подбивке балластной призмы может проходить ещё на стадии разработки. Для этого необходимо просто установить испытываемый блок на раму и поместить её над стендом.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. СТО СГУПС 1.01СДМ.01-2007 Система управления качеством. Курсовой и дипломный проекты. Требования к оформлению
2.СТО СГУПС 1.01СДМ.02-2008 Система управления качеством. Работа выпускная квалификационная по специальности « Подъемно-транспортные, строительные, дорожные машины и оборудование ».
3. Чернавский С.А., Боков К.Н., Чернин И.М., Ицкович Г.М., Козинцов В.П. Курсовое проектирование деталей машин: Учебное пособие.М.: 2005. - 416с.
4. Мокин Н.В. Гидравлические и пневматические приводы: Учебник. Издательство СГУПСа. Новосибирск. 2004 - 354с.
5. Машина выправочно – подбивочно – рихтовочная ВПР – 02: Техническое описание 1023.00.00.000 ТО и Инструкция по эксплуатации 1023.00.00.000 ИЭ. – М. 1995. – 415с.
6. Анурьев В. И. Справочник конструктора–машиностроителя: Т. 1. – М. 2001. – 920с.
7. ООО "Компания Подшипники" г. Москва http://podshipneek.ru/tipy-i-vidy-podshipnikov/sharikopodshipniki.html
8. Безопасность жизнедеятельности. Учебник для вузов. П/р СВ. Белова. - М.: -Высш. шк., 1999. 448с.
9. ООО "Ката"-Гидроцилиндры http://gidro.spichkata.ru/gidrocilindr_gco.htm
10. Подбор подшипников качения по динамической и статической грузоподъёмности. / Б.В. Глухов, Б.Е. Татаринцев. Новосибирск, 1987. 72с.
11. ОАО "Елецгидроагрегат" каталог продукции http://gidroagregat.ru/index.php?option=com_content&task=blogsection&id=4&Itemid=34
12. ООО «Гидромаркет» http://www.hydromarket.net/
13. АО «Гидроаппаратура». www.gidro.kharkiv.com
14 Глухов Б.В., Татаринцев Б.Е. Подбор подшипников качения по динамической и статической грузоподъемности . Новосибирск, 1978. 42с.
15. Соломонов С. А. Машины и механизмы для путевого хозяйства. М., 1984. 440с.
16. Соломонов С. А. Путевые машины. М., 2000. 754с.
17. Вайнсон А.А. Подъемно-транспортные машины строительной промышленности. Атлас конструкций. М., 1976. 152с.
18. . Соломонцев Н.А. Безопасность жизнедеятельности в машиностроении. М., 2002. 184с.
19. Кузнецов Б.В., М.Ф. Сацукевич. Асинхронные электродвигатели и аппараты управления: Справочное пособие. Минск, 2002. 222с.
20. Цесна. Гидроцилиндры, рукава высокого давления, промышленные рукава, фитинги. http://www.cesna.ru/catalogue/default.asp