
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Курсовая работа: Интенсификация процесса сушки макаронных изделий
Курсовая работа: Интенсификация процесса сушки макаронных изделий
СОДЕРЖАНИЕ
Основные методы сушки макаронных изделий
Способы интенсификации сушки макаронных изделий
Биохимические изменения крахмала и белка макаронных изделий и их технологических характеристик при термообработке и сушке
Изменение структурно-механических свойств макаронных изделий, подвергнутых гигротермообработке
Массообменные характеристики и равновесная критическая влажности макаронных изделий
Установка для сушки макаронных изделий по новой технологии и обоснование целесообразности внедрения нового способа сушки
ВВЕДЕНИЕ
Макаронные изделия благодаря низкой влажности могут длительное время сохраняться. Высушивание их является энергоёмким и длительным процессом из всех технологических стадий производства макарон. В последнее время большое внимание уделяется предварительной подготовке объекта сушки к обезвоживанию. Целью такой подготовки является снижение энергии связи влаги с материалом и изменение его теплофизических характеристик, обеспечивающих возможность применения "жестких" режимов сушки без ущерба для качества высушиваемого продукта.
ОСНОВНЫЕ МЕТОДЫ СУШКИ МАКАРОННЫХ ИЗДЕЛИЙ
В макаронной промышленности в основном применяется конвективная сушка. Разработаны разновидности сушильных установок - от замкнутых камер до современных сушильных, туннельных, непрерывно действующих агрегатов, снабженных системами автоматического регулирования параметров режима сушки. Однако даже при высокой степени механизации и автоматизации этих установок процесс сушки изделий остается длительным. Известно немало исследований посвященных проблеме интенсификации этого процесса путем повышения сушильной способности воздуха; применения новых способов сушим; терморадиационный, радиационно-конвективный, сублимационный и др.
Режимы сушки, применяемые в макаронной промышленности, разнообразны. При выборе оптимального режима сушки необходимо учитывать технологические свойства макаронного теста.
Известно, что для конвективной сушки применяется в основном два типа режимов: непрерывный и пульсирующий.
Непрерывная сушка при постоянной сушильной способности воздуха проста в отношении регулирования параметров воздуха и процесса в целом. Параметры воздуха при этом режиме сушки остаются постоянными на протяжении всего процесса обезвоживания.
Основным недостатком непрерывного режима является то, что сушку проводят при высокой сушильной способности воздуха. Такой режим можно применять только для изделий стойких к деформации: суповых засыпок и порошкообразных, изделий. Сушка их происходит в более короткий срок, чем длиннотрубчатых, размеры их меньше, они лучше поддаются всесторонней обдувке воздухом за счет пересыпания.
Длиннотрубчатые изделия сушатся при трёхстадийном или пульсирующем режиме. Последний условно делится на следующие стадии. Первая стадия - предварительная сушка. Ее целью является стабилизация формы изделий предотвращение зависания, плесневения и вытягивания. "Подсушка'' длится от 30 мин до 2 ч. и протекает при сравнительно "жестких" режимах в течение которых удаляется от 1/3 до половины влаги от того количества, которое должно быть удалено за время сушки из макаронных изделий.
Такое интенсивное обезвоживание возможно только на первом этапе сушки, когда макаронное тесто пластично и отсутствует опасность появления трещин. Дальнейшее ведение процесса при "жестком" режиме невозможно, так как это приведет к растрескиванию изделий, возникший при этом большой градиент влажности и возросшие напряжения нельзя будет уменьшать, поскольку макаронное тесто приобрело свойства упругого тела.
Во избежание растрескивания проводится вторая стадия – отволаживание. Путем повышения относительной влажности воздуха добиваются "размягчения корочки" за счет увлажнения поверхностного слоя в результате происходит снижение градиента влажности и рассасываются возникшие напряжения. Этот процесс лучше вести при сравнительно высоких температурах и относительной влажности воздуха, при которых скорость диффузии влага увеличивается, а испарение влаги с поверхности уменьшается. В этих условиях продолжительность отволаживания сокращается.
Третья стадия - окончательная сушка - проводится при "мягком" режиме для того, чтобы касательные напряжения не превысили предельного значения, так как изделия находятся в состоянии упругих деформаций. При этом скорость испарения влаги с поверхности должна быть соизмерима со скоростью ее подвода из внутренних слоев к верхнему слою. На этом этапе сушку можно чередовать с отволаживанием.
Большое значение имеет медленное охлаждение продукции после ее сушки, чтобы к моменту упаковки градиент влажности был минимальным. При резком охлаждении возможно образование трещин за счет недостаточного выравнивания влагосодержания по слоям изделия.
Прерывистые трехстадийные режимы зарекомендовали себя при подвесной сушке в сушилках туннельного типа.
И.М. Савиной исследован трехстадийный режим сушки короткорезанных изделий. Установлено, что на общую продолжительность сушки оказывает большое влияние количество влаги, удаляемое в период предварительной сушки. Сопоставлен трехстадийный режим сушки с непрерывной сушкой при постоянных параметрах воздуха ( t = 60 °С; φ = 70 %; V = 0,9 м/сек). В обоих случаях получено хорошее качество продукта, однако продолжительность сушки при трехстадийном режиме оказалась на 20-25 % короче.
И. Т. Тараным предложен 5-ти стадийный режим сушки длиннотрубчатых макаронных изделий: предварительная сушка; кратковременное (глубокое) отволаживание; повторная сушка; длительное (поверхностное) отволаживание и досушка.
Применение многостадийного режима значительно сократила продолжительность процесса сушки до 10-12 ч.
В макаронной лаборатории ВНИИХП проведена работа по изучению сушки макарон во вращающихся цилиндрических кассетах по методу французской фирмы Bassane.
Доказана возможность получения прямых трубчатых макаронных изделий и установлено, что цилиндрическая кассета должна иметь отношение Д/L = 0,47, торцевые стенки - сплошные, гладкие, без перфораций. В кассету следует помещать изделия влажностью не более 29 %; объем кассеты заполнять сырыми изделиями на 62-65 %. Найдена зависимость скорости обдувки макарон воздушным потоком от живого сечения кассеты при различной частоте ее качания.
На основании экспериментальных данных выявлено наиболее оптимальное значение площади живого сечения обечайки для кассеты – 45 %.
Рекомендуется предварительную сушку осуществлять сушильным агентом (температура воздуха 50 °С и относительная влажность 65 %) со скоростью 5 м/с ев при амплитуде качания кассеты 140 °С и частоте ее качания 15-12 качаний в минуту. Продолжительность сушки 1,5 часа, конечная влажность полуфабриката – 22 %.
После предварительной сушки, перед началом окончательной сушки изделия необходимо подвергнуть отволаживанию в течение 60 мин при температуре воздуха 47 °С, влажности 88-94% и частоте вращения кассеты 2 об/мин.
Окончательную сушку необходимо проводить воздухом при следующих его параметрах: температура – 50 °С, относительная влажность – 80 %, скорость воздушного потока - 5 м/сек. Амплитуда качания кассеты – 180 °С, частота качания - 15 качаний в минуту, продолжительность качания и обдувки - 20 мин; отволаживание следует осуществлять в течение 40 мин при температуре воздуха 47 °С, относительной влажности 88-94 %, частоте вращения кассеты 2 об/мин. Затем цикл повторяется. Общая продолжительность сушки макарон 17-18 час.
В настоящее время в различных отраслях промышленности находит применение терморадиационный метод энергоподвода, при котором интенсификация процесса сушки достигается за счёт использования коротковолнового инфракрасного излучения.
Вопрос использования инфракрасного излучения для сушки макаронных изделий впервые изучен А. С. Гинзбургом, И. Х. Мельниковой, Н. А. Лукьяновой, И. М.Савиной и др.
Отмечено, что ввиду особенностей движения влаги под действием инфракрасных лучей наблюдается очень быстрое обезвоживание поверхностного слоя за счет появления значительного температурного перепада внутри материала. В результате резкого снижения влажности не поверхности происходит неравномерная усадка рядом лежащих слоев, что вызывает растрескивание материала. Вследствие этого непрерывное облучение нельзя применять при сушке макарон и макаронных изделий. Предложен комбинированный терморадиационно-конвективный метод сушки, при котором происходит сочетание периодического облучения сушимого материала с конвективной сушкой.
Дня макарон обыкновенных (диаметром 7 х 4,5 мм) из муки I сорта рекомендован следующий режим сушки:
| Температура среды (tС), °С ...........................................................................................37 |
| Относительная влажность сушильного воздуха, % ..................................................70 |
| Скорость движения воздуха вад слоем макарон, м/сек ...........................................2,6 |
| Температура генератора облучения (t ген ), °С .........................................................100 |
|
Соотношение
продолжительности
облучения и
отлежки
( |
| Расстояние от макарон до излучателей (облучение двухстороннее), мм ...............40 |
|
Продолжительность
сушки ( |
Опыты Ф. Стаффа (США) показали, что при применении инфракрасного излучения продолжительность сушки короткорезанных макаронных изделий, изготовленных из высокопротеиновой пшеничной и соевой муки, значительно уменьшается. При этом изделия приобретают коричневый оттенок.
В макаронной лаборатории ВНИИХП (бывшей ЦНИЛМап) проведена работа по изучению процесса радиационной сушки трубчатых макаронных изделий в подвесном состояний. Для этого параллельно макаронным прядям устанавливали излучатели панельного типа, выполненные в виде чугунных плит с заложенными в них спиралями. Температура генераторов излучения составляла 150 °С; расстояние от поверхности излучателя до изделия 170мм, продолжительность облучения более 3 мин.
Для макарон типа «Соломка» (диаметр 8 мм) из муки 1 сорта (из твердой пшеницы) лучшие результаты для комбинированной терморадиационно-конвективной сушки получены при следующих режимах:
предварительная терморадиационно-конвективная сушка, состоящая из трёх циклов; в каждом цикле облучение при t = 1б0 °С, осуществляемое в течение 3 мин, чередуется с конвективной сушкой в течение 2 часов при следующих параметрах: t = 32 – 35 °С; φ = 85 %; V= 0,5 м/с, при этом удаляется 7,5% влаги;
ступенчатая конвективная сушка при повышающейся сушильвой способности воздуха:
t = 32-35 °С; φ = 85 %; V = 0,5 м/с до W = 19-19,5 %
t = 32-35 °С; φ = 75-80 %; V = 0,5 м/с до W = 15 %
t = 32-35 °С; φ = 67-71 %; V = 0,5 м/с до W = 13%
Общая продолжительность сушки составляет 9,5 часов, что на 8,5 часов меньше, чем при конвективой сушке без облучения. Об эффективности облучения свидетельствует то, что в основном длительность процесса сокращается за счет начальной «под сушки» (от 29 до 22 % ), в этой зоне продолжительность сушки сокращается на 5 часов, то есть больше, чем на 50% от общей продолжительности всего процесса. Характерно, что после предварительного облучения процесс сушки протекает более интенсивно; очевидно, что режим сушки может быть более жестким, чем обычно,
Г. Хаммел (Англия) отмечает, что применение инфракрасного излучения возможно и для сушки короткорезаных изделий. Однако использование ламп в качестве генераторов увеличивает габариты установки.
При комбинированном способе сушки продолжительность процесса может быть сокращена до 3 часов, однако, качество продукта ухудшается, а сокращение длительности процесса сушки до 1 часа вызывает резкое ухудшение качества продукции.
Карасони Ласло и Харчиттау Еммиль (Италия) провели исследования возможности использования инфракрасного излучения для сушки макаронных изделий. При этом применяли панели пря расстоянии продукта до генератора 80-100 мм; режим сушки прерывистый; облучение 5-30 сек, отлежка 40 сек. В этот период тесто охлаждали воздухом комнатной температуры. Таким путем проводили сушку до равновесной влажности. Однако не удалось добиться получения изделий без трещин. КПД сушильной установки был в пределах 4-6 %. Установлено, что все работы, проводимые с целью интенсификации процесса сушки, можно объединить в одно направление: длительность обезвоживания регулируется сушильной способностью воздуха или применением новых методов энергоподвода, при этом "вла- гоудерживеющая способность" объекта сушки (макаронных изделий) остается неизменной.
Снижение "влагоудерживеющей способности" сырых макарон возможно при изменении свойственных им специфических, физико-химических свойств. Сущность этих изменений заключается в том, что путем предварительной обработки у объекта снижается энергия связи влаги с составляющими компонентами теста. Таким образом изделия подготавливаются к процессу обезвоживания.
В последнее время в литературе освещается вопрос изыскания метода предварительной обработки объекта сушки, позволяющего снизить энергию связи влаги с материалом. Однако эффективным методом снижения энергии связи влаги с сухим веществом можно считать такой, который позволил бы наряду с сокращением продолжительности сушки получить готовый продукт, отвечающий всем требованиям стандарта. В связи с этим возникла необходимость отыскания способа предварительной обработки макаронных изделий, позволяющего получить продукцию хорошего качества.
СПОСОБЫ ИНТЕНСИФИКАЦИИ СУШКИ МАКАРОННЫХ ИЗДЕЛИЙ
За рубежом рекомендуют применять способы сушки макаронных изделий с предварительной гидро или гигротермической обработкой их перед сушкой.
В Швейцарии гидротермическая обработка дополняется последующим замораживанием изделий при температуре минус 2б °С в течение 15 - 25 мин.
В США предлагается использовать термообработку сухим паром при температуре 101- 180 °С, предварительно «подсушенных» изделий при инфракрасном энергоподводе в течение 5-30 сек.
Во Франции для ускорения сушки сырые макаронные изделия после прессования варятся и затем выдерживаются в этиловом спирте, который постепенно вытесняет из них влагу; после итого изделия быстро высушиваются, а спирт регенерируется.
А.С. Гинзбург, В.И. Сыроедов, Н.И. Назаров рекомендуют с целью снижения энергии связи влаги с материалом и интенсификации внутреннего переноса влаги применять поверхностно-активные вещества (ПАВ), например, этиловый спирт, гексан или толуол, отличающиеся малым коэффициентом поверхностного натяжения.
В МТИПП проведены исследования с целью проверки следующих видов термообработки макаронных изделий: гидротермической с промывкой поверхности изделий холодной (t =15°С) или горячей водой (t = 100 °С) и без промывки с последующим замораживанием и без замораживания, а также гигротермической обработки, осуществляемой по тем же вариантам.
Данные показывают, что все виды предварительной термической обработки макарон значительно сокращают общую продолжительность сушки. Так, сушка макарон стандартной влажности после гидротермической обработки с промывкой в холодной воде в течение 5 мин и с последующим замораживанием при температуре минус 25 °С в течение 25 мин, составила 177 мин. Параметры сушильного агента были следующие: температура 90 °С, относительная влажность 30 %. Потери сухих веществ при варке, увеличение объёма, цвет и структура в изломе отвечали требованиям ГОСТа. Однако, недостатком этих методов является слипание изделий. Для устранения склеивания применяли промывку изделий холодной и горячей водой, их замораживание и обработку в вибрационном поле. Тем не менее это все оказалось не эффективным. Вместе с тем гигротермическая обработка в кассетах, по сравнению с гидротермической, значительно сокращает продолжительность сушки макаронных изделий. Так, продолжительность сушки гигротермически обработанных и замороженных макаронных изделий составила 115 мин, а без замораживания 90 мин. При этом такие показатели качества готовых издали как потери сухих веществ в варочной воде, увеличение объема находились в пределах требований ГОСТа. Однако все-таки наблюдалось частичное слипание изделий.
Анализ приведенных выше данных позволил сделать вывод о преимуществе гигротермообработки перед гидротермообработкой.
Сушка макаронных изделий, подвергнутых гигротермообработке в подвесном состоянии на бастунах, при параметрах сушильного агрегата φ = 80 %; t = 60 °С; V = 1 м/сек, позволила полностью избежать слипания продукции, качество которой отвечало всем требованиям ГОСТа. Гигротермообработка проводилась при постоянной начальной влажности изделий. Параметры пара также не изменялись. Изучено влияние продолжительности (1-5 мин) гигротермообработки с интервалом в 1 мин на процесс сушки и качество изделий. Установлено, что гигротермическая обработка изделий оказывает существенное влияние на процесс сушки.
На рис. 1 представлены кривые сушки макаронных изделий с гигротермической обработкой (τ т.о.) продолжительностью 2 и 5 мин и без нее. Процесс сушки осуществляли при "жестких" постоянных параметрах сушильного агента. Применение "жесткого" режима сокращает время обезвоживания изделий не подвергнутых гигротермообработке с 18-24 час до 13,6 час. Надо отметить, что в промышленных условиях сушка ведется при более «мягких режимах» Однако при "жестком" режиме сушки внешние слои изделий высыхают значительно быстрее внутренних за счет появления больших градиентов влажности и наблюдается растрескивание макарон как в процессе сушки, так и при их хранении.
Рис.1. Кривые сушки макаронных изделий:
1 - без гигротермической обработки; 2, 3 - с гигротермической обработкой в течение соответственно 5 и 2 мин.
Гигротермическая обработка изделий перед сушкой значительно сокращает процесс обезвоживания, так как позволяет применять "жесткие" режимы сушки без опасения появления трещин. При этом протекает два взаимосвязанных процесса: тепловая денатурация белков и модификация крахмала. Последняя в условиях дефицита влаги не переходит границу клейстеризации первого ряда. Денатурация белков ведет к снижению энергии связи влаги с белками теста и к упрочнению структуры последнего. Так, прочность на разрыв изделий, не обработанных теплом составляет 320 г, а обработанных - 790 г.
Макаронные
изделия, предварительно
термообработанные,
не подвергались
растрескиванию
в процессе
хранения в
течение 6 месяцев
и более.
Кривые сушки
представленные
на рис.1
показывают,
что начальная
влажность
изделий без
обработки и
после неё резко
различается.
Так, макароны
с гигротермообработкой
имеют W
![]() = 54,6 %, а без неё - 47,5
%. Также существенно
отличается
и первая критическая
влажность (W
= 54,6 %, а без неё - 47,5
%. Также существенно
отличается
и первая критическая
влажность (W![]() ):
в первом случае
она равна 34 %, во
втором – 30 %.
):
в первом случае
она равна 34 %, во
втором – 30 %.
Однако влагосъем в первый период сушки у макарон после гигротермообработки больше, чем у изделий без неё. У термообработанных макарон он составляет 20,6 %, а у необработанных - 17,5 %. Следует также отметать, что продолжительность первого периода сушки в первом случае меньше (55 мин), чем во втором (125 мин).
Второй период
сушки значительно
увеличивается
в случае сушки
макарон без
термообработки
(690 мин против
480 мин). При данной
продолжительности
гигротермообработки
равновесная
влажность
макарон незначительно
изменяется
(с гигротермообработкой
W![]() =
13 %, без неё -14 %); при
этом относительная
влажность
воздуха – 80 %,
температура
– 60 °С, скорость
- 1,0 м/сек.
=
13 %, без неё -14 %); при
этом относительная
влажность
воздуха – 80 %,
температура
– 60 °С, скорость
- 1,0 м/сек.
На рис.2 представлены кривые скорости сушки, продолжительность которых в первом и во втором периодах значительно больше у макаронных изделий, подвергнутых гигротермообработке. Скорость сушки в первом периоде (Nс) больше у макарон, прошедших 2-х минутную гигротермообработку и составляет 0,31 %/мин по сравнению с 0,14 %/мин для изделий без обработки.
Увеличение продолжительности гигротермообработки с 2 до 5 мин приводит к увеличению длительности сушки почти в 2 раза, (см. рис. 1), что объясняется углублением зоны клейстеризации крахмала, в результате чего происходит образование более прочных связей влаги с єтим компонентом теста. Скорость сушки при 2-х минутной гигротермообработке как в первом, так и во втором периоде выше, чем при 5-ти минутной гигротермообработке (см. рис. 2). Сравнение кривых сушки и ее скорости при гигротермообработке в диапазоне 1-5 мин показывает, что 2-х минутная обработка является оптимальной по показателю общей продол-жительности сушки. Путём математической обработки экспериментальных данных, проведенной на ЭЦВМ БЭСМ-6, получены уравнения кривых сушки макаронных изделий в1 и во 2 периодах и скорости сушки:
Для первого
периода: (от W![]() до W
до W![]() )
)
W![]() = B
- A
= B
- A![]() ;
;
 -
A =
N
-
A =
N![]() (1)
(1)
где
W![]() - текущая
влажность,
соответствующая
1периоду сушки,
%;
- текущая
влажность,
соответствующая
1периоду сушки,
%;
W![]() - первая критическая
влажность
макаронных
изделий, %;
- первая критическая
влажность
макаронных
изделий, %;
W![]() - начальная
влажность
макаронных
изделий, %;
- начальная
влажность
макаронных
изделий, %;
![]() -
продолжительность
сушки в 1
периоде, мин;
-
продолжительность
сушки в 1
периоде, мин;
В, А - коэффициенты уравнения (В - %, А - %/мин);
![]() - скорость
сушки, %/мин;
- скорость
сушки, %/мин;
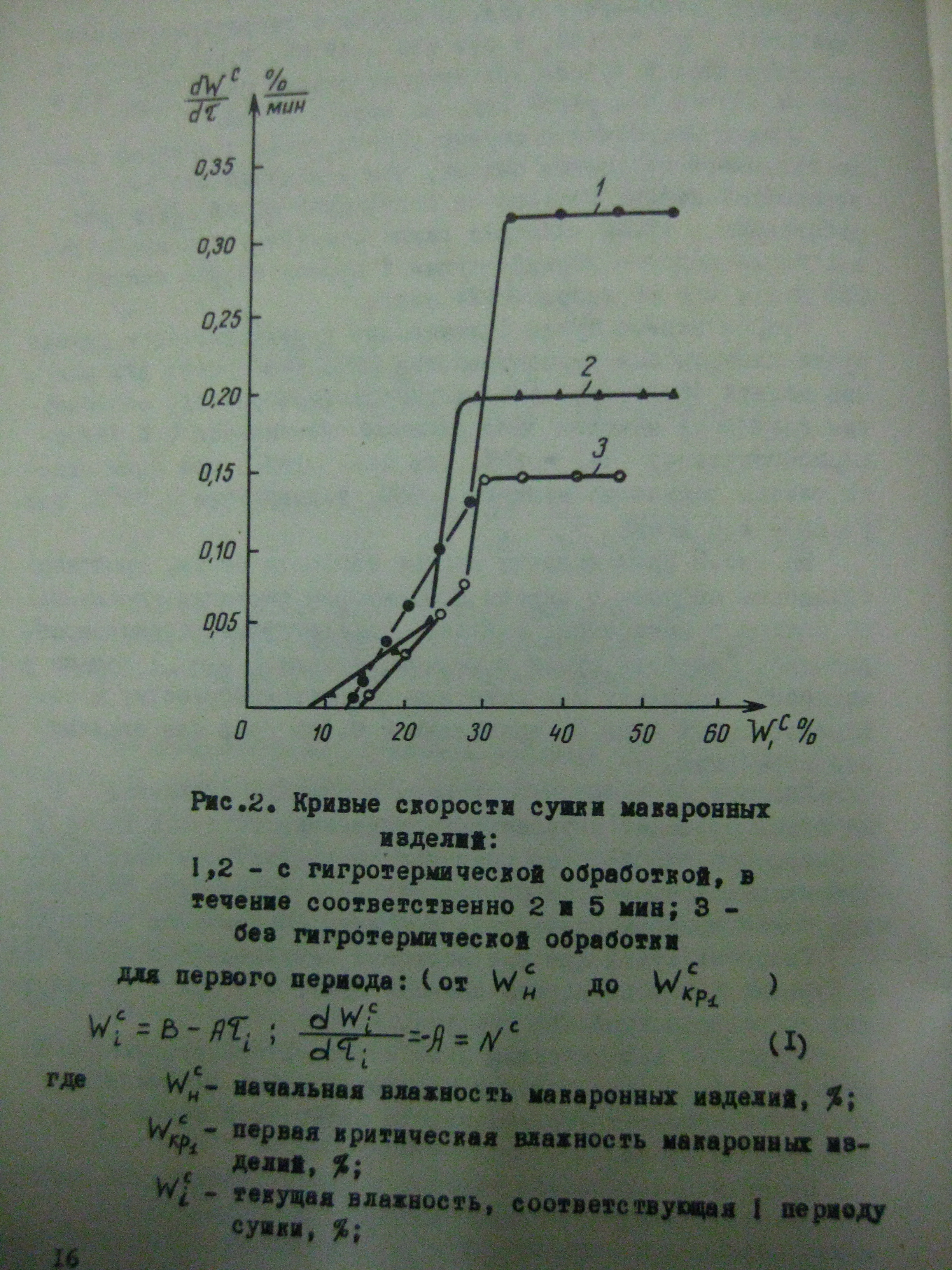
Рис. 2 Кривые скорости сушки макаронных изделий:
1, 2 – с гигротермической обработкой в течении соответственно 2 и 5 мин; 3 – без гигротермической обработки.
Для второго
периода:
(от W![]() до W
до W![]() , причем W
, причем W![]() стремится к
W
стремится к
W![]() )
)
W![]() = W
= W![]() + С exp
( -m
+ С exp
( -m![]() )
)
дифференцируя уравнение (2), получим уравнение скорости сушки
 -m
C
exp
(-m
-m
C
exp
(-m![]() ),
(2)
),
(2)
где W![]() - вторая критическая
влажность, %;
- вторая критическая
влажность, %;
W![]() - равновесная
влажность, %;
- равновесная
влажность, %;
W![]() - текущая влажность
соответствующая
2 периоду сушки,
%;
- текущая влажность
соответствующая
2 периоду сушки,
%;
![]() - продолжительность
сушки во 2 периоде,
мин;
- продолжительность
сушки во 2 периоде,
мин;
С - коэффициент уравнения, %;
m - степень экспоненты, 1/мин;
![]() - скорость
сушки во 2 периоде
сушки ,
%/мин.
- скорость
сушки во 2 периоде
сушки ,
%/мин.
В табл.1 приведены численные значения коэффициентов уравнения (1) и (2) кривих сушки и скорости сушки макаронних изделий в зависимости от параметров гигротермообработки и сушки.
Таблица 1
| Параметры гигротермообработки | Коэффициенты уравнений | |||||||
| 1 период сушки | 2 период сушки | |||||||
|
мин |
% |
°С |
м/сек |
А, %/мин |
В, % |
W % |
С, % |
m, 1/мин |
| 0 | 80 | 60 | 1 | 0,140 | 47,48 | 14 | 24,7 | 0,00440 |
| 1 | 80 | 60 | 1 | 0,230 | 50,37 | 12 | 28,14 | 0,00372 |
| 2 | 80 | 60 | 1 | 0,310 | 53,35 | 13 | 33,8 | 0,00856 |
| 3 | 80 | 60 | 1 | 0,220 | 52,67 | 13 | 33,05 | 0,00668 |
| 5 | 80 | 60 | 1 | 0,196 | 53,04 | 10 | 28,1 | 0,00370 |
| 2 | 50 | 60 | 1 | 0,532 | 48,03 | 10,5 | 33,45 | 0,01085 |
| 2 | 60 | 60 | 1 | 0,420 | 49,05 | 11,2 | 33,75 | 0,00960 |
| 2 | 70 | 60 | 1 | 0,406 | 52,25 | 12,1 | 33,4 | 0,00900 |
| 2 | 80 | 60 | 1 | 0,310 | 53,35 | 13 | 33,8 | 0,00856 |
| 2 | 80 | 50 | 1 | 0,176 | 52,73 | 17,7 | 29,22 | 0,00672 |
| 2 | 80 | 60 | 1 | 0,316 | 53,35 | 13 | 33,8 | 0,00856 |
| 2 | 80 | 70 | 1 | 0,355 | 51,78 | 13 | 34,5 | 0,00990 |
| 2 | 80 | 80 | 1 | 0,534 | 52,53 | 12,9 | 33,2 | 0,01205 |
| 2 | 80 | 60 | 0,5 | 0,204 | 54,23 | 15,4 | 31,05 | 0,00530 |
| 2 | 80 | 60 | 1 | 0,310 | 53,35 | 13 | 33,8 | 0,00856 |
| 2 | 80 | 60 | 1,5 | 0,431 | 52,65 | 12,6 | 34,5 | 0,01050 |
| 2 | 80 | 60 | 2 | 0,605 | 50,61 | 12,1 | 33,15 | 0,01132 |
БИОХИМИЧЕСКИЕ ИЗМЕНЕНИЯ КРАХМАЛА И БЕЛКА МАКАРОННЫХ ИЗДЕЛИЙ И ИХ ТЕХНОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК ПРИ ТЕРМООБРАБОТКЕ И СУШКЕ
Кинетика процесса сушки гигротермообработанных макаронных изделий. В промышленности для сушки трубчатых макаронных изделий используется "мягкий" трехступенчатый пульсирующий режим, часто меняющейся сушильной способностью воздуха.
Применение предварительной гигротермической обработки сырых изделий позволило применить более «жесткие» режимы с постоянной сушильной способностью воздуха. В результате исключается растрескивание изделий, как в процессе сушки, так и при длительном хранении. Этому способствует также введение в процесс сушки заключительной технологической операции - стабилизации изделий, которая по своей физико-химической сущности аналогична кондиционированию изделий.
Режим сушки
нагретым воздухом
(без предварительной
обработки
паром) характеризуется
следующими
параметрами:
температурой
воздуха (![]() );
относительной
влажностью
воздуха (
);
относительной
влажностью
воздуха (![]() );
скоростью
движения воздуха
(
);
скоростью
движения воздуха
(![]() ).
).
С введением
гигротермообработки
появляется
четвертый
параметр -
продолжительность
гигротермообработки
(![]() ).
Эти параметры
влияют не только
на скорость
сушки, но и на
критическую
равновесную
влажность
материала, а
также на свойства
и качество
продукции.
Поэтому необходимо
найти такой
режим сушки,
который при
минимальной
длительности
сушки и наименьшем
расходе энергии
обеспечит
высокое качество
готовых изделий.
).
Эти параметры
влияют не только
на скорость
сушки, но и на
критическую
равновесную
влажность
материала, а
также на свойства
и качество
продукции.
Поэтому необходимо
найти такой
режим сушки,
который при
минимальной
длительности
сушки и наименьшем
расходе энергии
обеспечит
высокое качество
готовых изделий.
Кинетика процесса сушки макаронных изделий, подвергнутых предварительной гигротермической обработке, изучалась в диапазоне изменения параметров: относительной влажности воздуха от 50 до 80 %; температуры воздуха от 50 до 80 °С; скорости воздуха от 0,5 до 2,0 м/сек.
Как показали исследования, сушка гигротермически обработанных макаронных изделий протекает тем интенсивнее, чем ниже относительная влажность и выше температура и скорость сушильного агента . Однако окончательно судить о величинах оптимальной влажности, температуры и скорости сушильного агента можно лишь с учетом показателей качества готовых изделий. Оценка качества изделий проводилась по следующим показателям: кислотность, цвет изделий, прочность на приборе Строганова, кулинарные свойства (количество сухих веществ, переходящих в варочную воду; коэффициент увеличения объема; увеличение массы макарон при варке; продолжительность варки). Были исследованы изменения: атакуемости крахмала амилолитическими ферментами и белковых веществ протеолитическими ферментами; а также содержание азота в варочной воде и водорастворимого азота под действием гигротермической обработки.
Биохимические изменения крахмала и белка макаронных изделий при гигротермо- обработке и сушке. Структура крахмала имеет большое значение при определении свойств вырабатываемых макарон. От нее зависят товарные и кулинарные свойства изделий. Одним из способов выяснения степени изменения крахмала является определение атакуемости его амилазами.
Известно, что при механическом или тепловом воздействии на крахмальные зерна увеличивается показатель атакуемости их амилазами. Крахмал, подвергнутый обработке (механической, тепловой и т.д.) осахаривается β-амилазой скорее, чем необработанный. При этом заметнее всего повышается атакуемость крахмала при действии β-амилазы пшеницы. Были проведены опыты по определению атакуемости крахмала амилазами при действии гигротермообработки и при различных параметрах сушки. Атакуемость крахмала определяли по увеличению содержания редуцирующих сахаров, образующихся под действием ферментной вытяжки β-амилазы (глицериновой вытяжки из пшеничной муки) в тесте при температуре 40°С в течение 1 часа; она выражалась в миллиграммах на 10 г сухого вещества теста в пересчете на мальтозу. Изменение биохимических характеристик макаронных изделий при гигротермообработке и сушке даны в табл.2.
Из данных табл.2 видно, что атакуемость крахмала β-амилазой в макаронных изделиях без гигротермообработки составляла 100 мг на 10 г сухого вещества теста в пересчете на мальтозу, а после обработки макарон паром в течение 2 мин увеличилась до 236,5 мг т.е.более чем в 2 раза. При чем с увеличением продолжительности гигротермообработки атакуемость крахмала β-амилазой возрастала и при 5-ти минутной обработке составляла 253,5 мг. Повышение атакуемости связано, следовательно, с частичной клейстеризацией крахмала при термообработке изделий паром, что хорошо согласуется с замедлением скорости сушки при увеличении продолжительности гигротермообработки. Параметры сушильного агента также оказывали влияние на атакуемость крахмала-амилазой. При повышении его температуры с 50 до 60 °С атакуемость увеличивалась от 156 до 236,5 мг. Дальнейшее возрастание температуры приводило к инактивации β-амилазы, что вызывало снижение атакуемости крахмала. Так, этот показатель при температуре 70 и 80 °С снижался соответственно до 190,5 и 166 мг. При относительной влажности воздуха 60 % атакуемость составила 219мг, а при 80 % - 236,5 мг. Атакуемость крахмала β-амилазой при скорости воздуха м/сек: 0,5 - 167 ; 1,0-236,5; 1,5 - 225; 2,0 - 204 мг.
Показатель атакуемости крахмала оказался чувствительным к изменению относительной влажности и скорости сушильного агента. При постоянной температуре воздуха С60°С) возрастание его относительной влажности и скорости до 1,0 и/сек атакуемость крахмала увеличивалась, что объяснялось углублением его клейстеризации за счет более интенсивного прогрева изделий.
Гигротермообработка изделий вызывает денатурацию белков клейковины, которые становятся менее растворимыми и теряют каталитическую активность. Атакуемость белковых веществ протеолитическими ферментами оценивалась по накоплению водорастворимого азота. Из результатов, приведенных в табл. 2, видно, что атакуемость белковых веществ макарон без гигротермообработки составляла 39,0 %, а при 2-х минутной обработке паром - 30,35%. При увеличении продолжительности гигротермообработки до 5 мин, атакуемость снижается до 27%.Таким образом, установлено, что в результате гигротермообработки происходит тепловая денатурация, способствующая снижению активности белковых веществ. Процесс сушки также вызывает значительную денатурацию белка даже при применении слабой тепловой обработке. В связи с этим представляет интерес проследить как меняется ак- тивность белковых веществ в зависимости от параметров режима сушки. По показателю атакуемости белковых веществ можно рекомендовать параметры сушки.
Таблица 2
|
Продолжительность гигротермообработки
( мин |
Параметры сушильного агента | Атакуемость крахмала β-амила-зой пшеницы, мг маль тозы на 10 г СВ |
Атакуемость белковых веществ по на- копле-нию водораствори-мого азота, % |
Содержание азота в варочной воде, % |
Содержание водораст-воримого азо- та в изде-лиях, % |
||
|
относи- тельная влажность (φ), % |
температура (t), °С |
Скорость (V), м/сек |
|||||
| 0 | 80 | 60 | 1 | 100 | 39,6 | 0,782 | 2,25 |
| 2 | 80 | 60 | 1 | 236,5 | 30,3 | 0,582 | 1,5 |
| 3 | 80 | 60 | 1 | 242 | 26,2 | 0,594 | 1,48 |
| 5 | 80 | 60 | 1 | 253,5 | 27 | 0,574 | 1,34 |
| 2 | 50 | 60 | 1 | 244 | 34,5 | 0,681 | 1,63 |
| 2 | 60 | 60 | 1 | 219 | 33,5 | 0,562 | 1,56 |
| 2 | 70 | 60 | 1 | 232 | 31 | 0,537 | 1,59 |
| 2 | 80 | 60 | 1 | 236,5 | 30,3 | 0,582 | 1,5 |
| 2 | 80 | 50 | 1 | 156 | 29,6 | 0,576 | 1,35 |
| 2 | 80 | 60 | 1 | 236,5 | 30,3 | 0,582 | 1,5 |
| 2 | 80 | 70 | 1 | 190,5 | 31,6 | 0,543 | 1,45 |
| 2 | 80 | 80 | 1 | 166 | 25,6 | 0,794 | 1,33 |
| 2 | 80 | 60 | 0,5 | 167 | 26,9 | 0,657 | 1,54 |
| 2 | 80 | 60 | 1 | 236,5 | 30,3 | 0,582 | 1,5 |
| 2 | 80 | 60 | 1,5 | 225 | 34,05 | 0,554 | 1,48 |
| 2 | 80 | 60 | 2 | 204 | 32,7 | 0,601 | 1,46 |
Повышение температуры воздуха в сушильной камере воздействует по-разному на атакуемость белковых веществ. Так при увеличении температуры с 50 до 70 °С атакуемость белковых веществ возрастала с 29,6 до 31,6 %, дальнейшее повышение температуры снижало атакуемость до 25,6 %. Изменение скорости сушильного агента также по-разному влияет на атакуемость белковых веществ. При скорости м/сек: 0,5 - 26,96; 1,0 - 30,3; 1,5 - 34,05, а при 2,0 -32,7%. Рассматривая влияние параметров сушильного агента на атакуемость белковых веществ, видим, что при сушке гигротермообработанных трубчатых макаронных изделий оптимальными являются температура воздуха 60-70 °С, скорость воздуха 1,0 - 2,0 м/сек. Одновременно была проведена проверка изменения белково-протеиназного комплекса в макаронах с применением гигротермической обработки. При этом определяли количество общего азота в варочной воде и водорастворимого азота. В результате гигротермической обработки снижалось количество азотистых веществ в варочной воде. Так, при увеличении температуры с 50 до 70 °С атакуемость белковых веществ возрастала с 29,6 до 31,6%, дальнейшее повышение температуры снижало атакуемость до 25,6 %. Изменение скорости сушильного агента также по-разному влияет на атакуемость белковых веществ. При скорости м/сек: 0,5 - 26,96; 1,0 - 30,3; 1,5 - 34,05, а при 2,0 -32,7%. Рассматривая влияние параметров сушильного агента на атакуемость белковых веществ, видим, что при сушке гигротермообработанных трубчатых макаронных изделий оптимальными являются температура воздуха 60-70 °С, скорость воздуха 1,0 - 2,0 м/сек. Одновременно была проведена проверка изменения белково-протеиназного комплекса в макаронах с применением гигротермической обработки. При этом определяли количество общего азота в варочной воде и водорастворимого азота. В результате гигротермической обработки снижалось количество азотистых веществ в варочной воде.
Изменение технологических характеристик готовых изделий. Процесс сушки существенно влияет на качество готовой продукции, и выбор оптимальных параметров зависит от показателей качества готовой продукции. О вкусовых достоинствах или дефектах макаронных изделий судят по их кислотности, которая по ГОСТу не должна превышать 3-4 град. Цвет макаронных изделий должен быть желтоватым, свойственный изделиям из муки, полученным из твердой пшеницы. На цвет готовых изделий влияет ряд факторов; цвет сырья, условия ведения технологического процесса и т.д.
Как показали исследования с применением гигротермической обработке цвет изделий резко меняется, они приобретают приятный янтарно-желтый цвет; при этом поверхность макарон становится глянцевитой и прочность их значительно возрастает. Прочность изделий (определяемая на приборе Строганова) без гигротермообработки при «жестком» режиме сушки ниже значения ГОСТа и равна 606 г. С применением гигротермообработки величина прочности макаронных изделий резко возрастает и при 2-х минутной достирает 2070 г. Другой важной характеристикой потребительской ценности макаронных изделий являются свойства их при варке: продолжительность варки до готовности, увеличение массы сваренных изделий, потери сухих веществ в варочной воде, увеличение объема макарон в процессе варки. Все эти показатели определялись по стандартным методикам. Количество сухих веществ, перешедших в варочную воду с применением гигротермообработки, сокращалось и составляло 4,21 % по сравнению с 5,19 % (без обработки паром), при этом коэффициент увеличения объема несколько увеличивался с 3,28 до 3,32 раз и находился в допустимом пределе. Увеличение массы макаронных изделий при варке снижалось у макарон, выработанных с применением гигротермообработки (в течение 2 мин), от 173 до 168 %. Относительная влажность воздуха также сказывалась на варочных показателях. Так, повышение относительной влажности воздуха с 50 до 80 % способствовало снижению количества сухих веществ» переходящих в варочную воду, уменьшению коэффициента увеличения объема (от 3,5 до 3,32 раз) и показателя увеличения массы макаронных изделий при варке. Температура и скорость сушильного агента незначительно влияли на варочные показатели.
Также отметим, что применение гигротермообработки способствует снижению продолжительности варки изделий до готовности с20 до10 мин. Появление трещин в изделиях фиксировалось черев 3-4 часа после сушки.
Рассматривая основные технологические показатели макаронных изделий, можно сделать вывод, что применение гигротермообработки существенно повышает качество готовой продукции. Кондиционирование макаронных изделий. Применение "жестких" режимов сушки вызовет опасность образования трещин на поверхности и в глубинных слоях изделий даже при условия значительного упрочения структуры макаронной трубки. Причины образования трещин заключаются в неравномерности сушки, усадочных процессах и возникновении касательных напряжений, превышающих предельно допустимые значения.
Чем прочнее структура, тем меньше вероятность образования трещин, однако полная гарантия предотвращения растрескивания возможна при переходе к "мягким" режимам сушки или применении кондиционирования (стабилизации) изделий на завершающей стадии сушки при достижении ими влажности 18 %. Целью кондиционирования (стабилизации) является снятие напряжений, возникших в процессе сушки макарон при "жестком" режиме.
Кондиционирование проводили следующим образом: макароны в рабочей камере установки обрабатывали паровоздушной смесью с требуемыми параметрами. При этом высушенные изделия увлажняли примерно до 14%, причем внешние слои достигали более высокой влажности, чем внутренние. Вследствие этого происходило растяжение влажных слоев и снятие касательных напряжений. После кондиционирования изделия выдерживали на воздуха. Во время стабилизации изделия охлаждали да температуры воздуха помещения, а влажность их достигала стандартной величины.
ИЗМЕНЕНИЕ СТРУКТУРНО-МЕХАНИЧЕСКИХ СВОЙСТВ МАКАРОННЫХ ИЗДЕЛИЙ, ПОДВЕРГНУТЫХ ГИГРОТЕРМООБРАБОТКЕ
После гигротермобработке изделия хоть и упрочняются. Но остаются достаточно пластичными. Растрескивание и коробление макаронных изделий обусловлено неравномерным распределением влага внутри материала, вследствие чего возникает объемно-напряженное состояние. Нормальные напряжения, вызванные растяжением, и касательные напряжения, возникающие за счет сдвиговых деформаций, могут превысить предельно допустимые значения и вызвать разрушение структуры.
Представляет интерес выяснить основные реологические характеристики макаронного теста, подвергнутого гигротермообработке при разной влажности, так как они определяют нормальные и касательные напряжения в материале,
Н.Е. Нетушил провел испытания макаронного теста на растяжение. Однако с применением предварительной гигротермообработки этот способ определения реологических характеристик применять невозможно, потому что, начиная с влажности 34%, изделия становятся достаточно прочными, а используемые зажимы образца не позволяют производить испытания на растяжение: макаронное тесто выскальзывает из зажима и обрыв происходит не на середине, как требует методика, а вблизи зажатого конца образца. Испытания высушенных изделий проводили на сжатие. Для исследования брали образец макаронных изделий размерами (мм): длина - 50, диаметры внешний и внутренний соответственно 7 и 4,5.
Изменение размеров образца несколько меняет результаты испытания, что объясняется влиянием масштабного фактора.
Главными критериями оценки структурно-механических свойств служат прочность и характеристические параметры релаксационного процесса (упруго-кинетические и реологические). В работах И.С. Мельниковой и Н.Е. Нетушил описано влияние влажности изделий на изменение в процессе сушки пластично-упругих деформаций. Однако отсутствуют данные о том какие коррективы в эту взаимосвязь может внести предварительная гигротермообработка объекта сушки. Для изучения этого вопроса в МТИПП изготовлен специальный прибор для измерения нагрузки при постоянной скорости деформации на сжатие макаронной трубки в продольном на правлении.
Прибор (рис. 3) состоит из электродвигателя, который с помощью ременной передачи приводит в движение винт (система передач от электродвигателя к винту позволяет менять скорость в отношении 1:2:4)
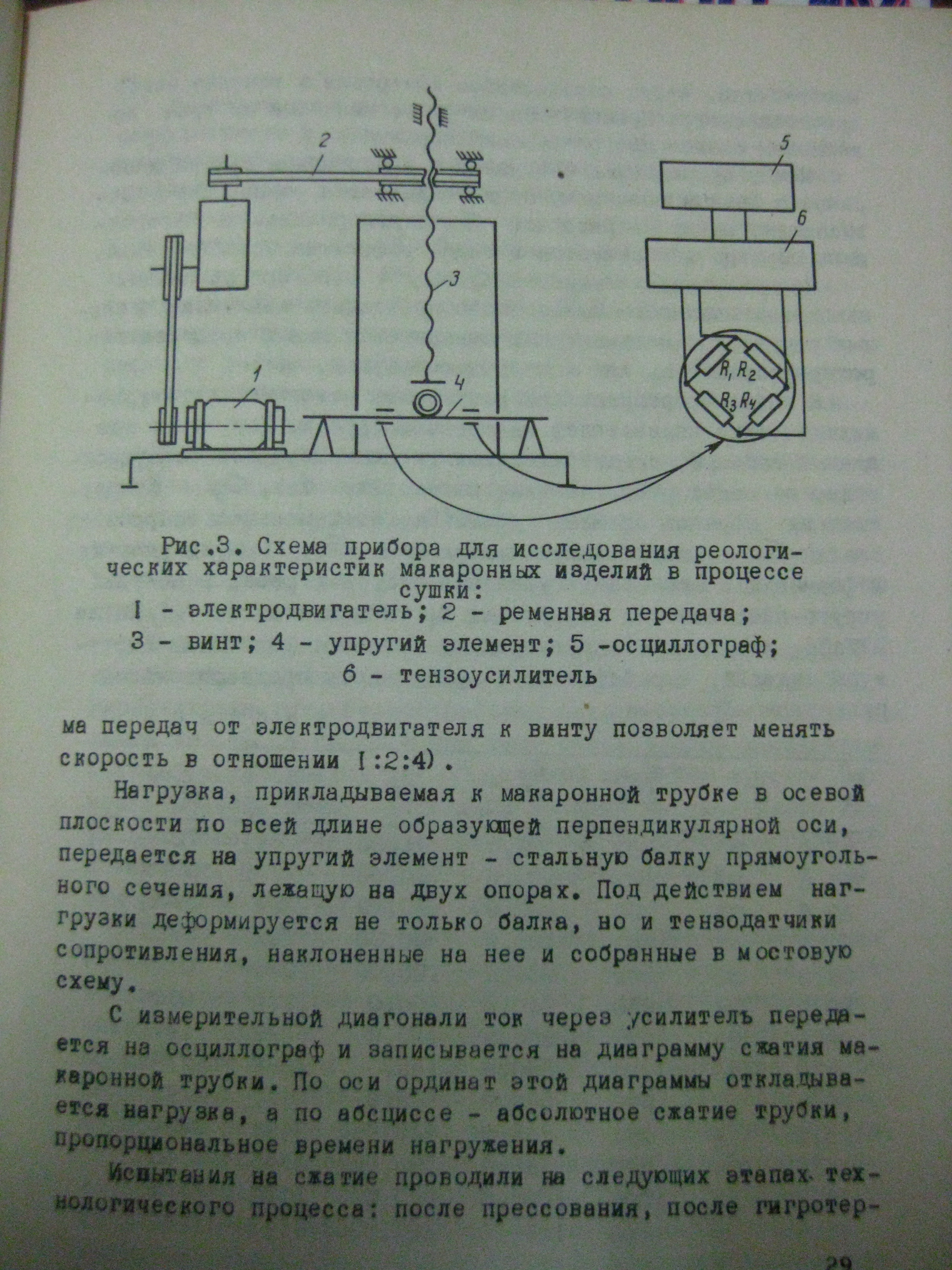
Рие.З. Схема прибора для исследования реологических характеристик макаронных изделий в процессе сушки:
1 - электродвигатель; 2 - ременная передача; 3 - винт; 4 - упругий элемент; 5 -осциллограф; 6 – тензоусилитель
Нагрузка, прикладываемая к макаронной трубке в осевой плоскости по всей длине образующей перпендикулярной оси, передается на упругий элемент - стальную балку прямоугольного сечения, лежащую на двух опорах. Под действием нагрузки деформируется не только балка, но и тензодатчики сопротивления, наклоненные на нее и собранные в мостовую схему. С измерительной диагонали ток черед усилитель передайся на осциллограф и записывается на диаграмму сжатия макаронной трубки,. По оси ординат этой диаграммы откладывав нагрузка, а по абсциссе - абсолютное сжатие трубки, пропорциональное времени нагружения. Испытание на сжатие проводили на следующих этапах технологического процесса: после прессования после гигротермообработки, через определенные интервалы в течение всего процесса сушки. Прилагаемая нагрузка меняется от нуля до величины сжатия или разрушения образца. Между приложенной нагрузкой и внутренними силами в образце в каждый момент времени сохраняется равновесие. Зависимость между напряжением σ и деформацией ε макаронного образца изображается в виде графика на осциллограмме.
По диаграмме изменения σ = f (ε) при различных значениях влажности теста можно проследить изменение основных структурно-механических показателей как в процессе гигротермообработки, так и в процессе сушки.
В табл.
3 представлены
результаты
основных
структурно-механических
показателей
макаронной
трубки. Как
видно из данных
табл. 3, предварительная
гигротермообработка
существенно
изменяет
реологические
показатели.
Так,
![]() - возрастает
на порядок от
8 кПа до 23 кПа,
максимальное
напряжение
сжатия
- возрастает
на порядок от
8 кПа до 23 кПа,
максимальное
напряжение
сжатия
![]() mах,
касательное
напряжение
mах,
касательное
напряжение
![]() кс,
модуль упругих
деформаций
Е (условный)
увеличивается
в 2 раза, а модуль
упруго-пластических
деформаций
Е
кс,
модуль упругих
деформаций
Е (условный)
увеличивается
в 2 раза, а модуль
упруго-пластических
деформаций
Е![]() уменьшается
от 727кПа до 577
кПа,
что еще раз
подтверждает
выводы о упрочении
структуры
изделий, выработанных
с применением
предварительной
гигротермообработки.
уменьшается
от 727кПа до 577
кПа,
что еще раз
подтверждает
выводы о упрочении
структуры
изделий, выработанных
с применением
предварительной
гигротермообработки.
Технология хлеба, кондитерских и макаронных изделийТаблица 3
|
W % |
кПа |
кПа |
кПа |
кПа |
E, кПа |
Е кПа |
| 45 | 8 | 125 | 82,5 | 41,25 | 384 | 727 |
| 54,6 | 23 | 200 | 180 | 90 | 727 | 577 |
| 42,6 | 23 | 200 | 180 | 90 | 727 | 577 |
| 34,5 | 23 | 200 | 180 | 90 | 727 | 577 |
| 33,2 | 30 | 250 | 230 | 105 | 1036 | 869 |
| 30,8 | 34 | 260 | 240 | 120 | 1111 | 1000 |
| 28,1 | 50 | 275 | 260 | 130 | 1192 | 1111 |
| 27 | 72 | 370 | 350 | 135 | 1881 | 1235 |
| 25,4 | - | 390 | 390 | 145 | 2475 | 2475 |
| 24 | - | 794 | 494 | 247 | 3487 | 3487 |
| 20,7 | - | 760 | 760 | 380 | 4705 | 4705 |
| 17,5 | - | 1000 | 1000 | 500 | 7115 | 7115 |
| 16,4 | - | 1250 | 1250 | 625 | 1143 | 1143 |
Реологические
характеристики
претерпевают
значительное
изменение в
процессе дальнейшей
сушки, при этом
различаются
два периода
(1 период соответствует
постоянной
скорости сушки,
2 - убывающей
скорости). В
первый период
все реологические
характеристики
остаются неизменными,
а при влажности
W![]() = 33,2 близкой к
значению критической
влажности,
основные
структурно-механические
показатели
начинают возрастать.
С влажности
33,2 начинается
приближение
значения модуля
упругопластических
деформаций
Е
= 33,2 близкой к
значению критической
влажности,
основные
структурно-механические
показатели
начинают возрастать.
С влажности
33,2 начинается
приближение
значения модуля
упругопластических
деформаций
Е![]() к величине
условного
модуля упругости
Е, при этом
происходит
затухание
пластических
деформацией
изделия в основном
приобретают
упругие свойства.
к величине
условного
модуля упругости
Е, при этом
происходит
затухание
пластических
деформацией
изделия в основном
приобретают
упругие свойства.
На рис.
4
приведены
кривые изменения
максимального
напряжения
макаронной
трубки в процессе
сушки. Кривые
имеют два характерных
участка. Точка
перегиба лежит
на границе
перехода от
первого ко
второму периоду
сушки, которая
в то же время
соответствует
переходу от
пластического
состояния
вещества к
упругому. В
опытах начальная
влажность и
максимальное
напряжение
сжатия изделий
одинаковы W![]() = 45 %,
= 45 %,
![]() mах
=
105 кПа.
В
результате
гигротермообработки
происходит
увлажнение
изделий до W
mах
=
105 кПа.
В
результате
гигротермообработки
происходит
увлажнение
изделий до W![]() = 54,6
% и
при этом максимальное
напряжение
сжатия увеличивается
до
= 54,6
% и
при этом максимальное
напряжение
сжатия увеличивается
до
![]() mах
=
200
кПа.
Уже с этого
момента разница
между значениями
величин максимального
напряжения
сжатия изделий,
подвергнутых
гигротермообработке
и без нее, равна
100 кПа,
а к концу сушки
при W
mах
=
200
кПа.
Уже с этого
момента разница
между значениями
величин максимального
напряжения
сжатия изделий,
подвергнутых
гигротермообработке
и без нее, равна
100 кПа,
а к концу сушки
при W![]() =
16%
эта
разница возрастает
до 750 кПа,
=
16%
эта
разница возрастает
до 750 кПа,
Точки перехода от прямого участка к криволинейному не совпадают ни по значению влажности, ни по величине максимального напряжения сжатия. Переход в упругое состояние у макарон, подвергнутых гигротермообработке, происходит с опережением (на 4 – 5 %) по сравнению с изделиями без обработки. Из приведенных графиков следует, что гигротермообработка изделий приводит к их существенному упрочнению. В процессе сушки многие материалы, в том числе и макароны уменьшают свои размеры, т.е. происходит усадка. При неправильном ведении процесса сушки макаронные изделия растрескиваются. Причиной последнего является неравномерная усадка слоев высушиваемого материала. Интенсифицированные режимы сушки макарон лимитируются их усадкой.
Гигротермообработка приводит к упрочнению структуры макаронных изделий, вызванному денатурацией белков. В свою очередь денатурация белков способствует уменьшению размеров материала. Но гигротермообработка увеличивает массу вещества за счет увлажнения изделий. Этим объясняется неизменность размеров макаронных изделий, подвергающихся обработке паром.
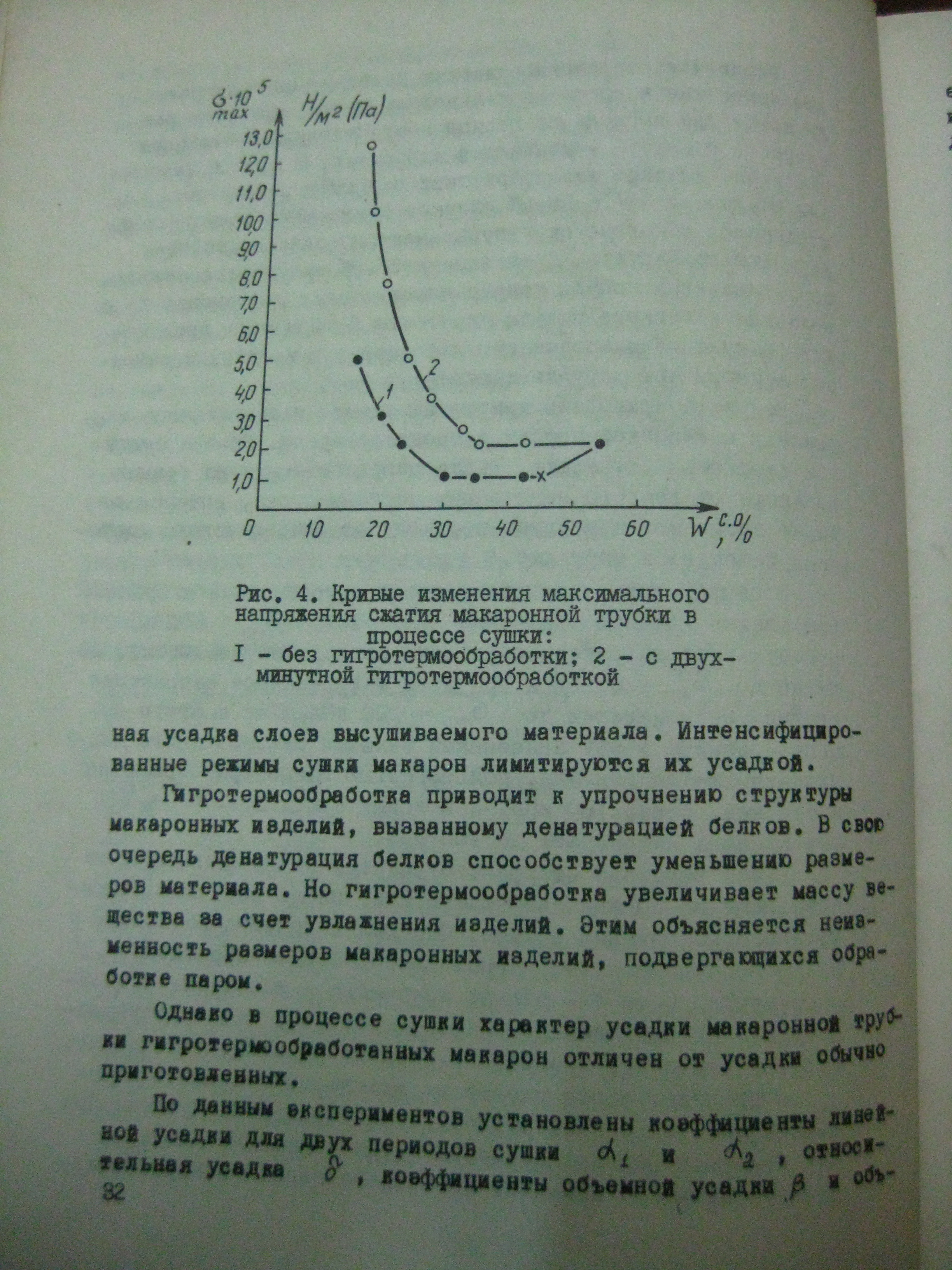
Рис. 4. Кривые изменения максимального напряжения сжатия макаронной трубки в процессе сушки:
1 - без гигротермообработки; 2 – с двухминутной гигротермообработкой
Однако в
процессе сушки
характер усадки
макаронной
трубки гигротермообработанных
макарон отличен
от усадки обычо
приготовленных.
По данным
экспериментов
установлены
коэффициенты
линейной усадки
для двух периодов
сушки
![]() и
и
![]() ,
относительная
усадка δ, коэффициенты
объёмной усадки
β и объёмная
усадка δ
,
относительная
усадка δ, коэффициенты
объёмной усадки
β и объёмная
усадка δ![]() .
Сравнивая
значения
коэффициентов
линейной и
объемной усадки
макаронных
изделий без
гигротермообработки
и с ней, видно,
что обработка
паром способствует
снижению коэффициента
линейной усадки.
Коэффициент
объемной усадки
также уменьшается
с применением
гигротермообработки.
Такое изменение
линейной и
объемной усадки
в связи с применением
гигротермообработки
позволяет вести
сушку макаронных
изделий при
«жестком»
режиме, так как
возможность
появления
трещин снижается.
.
Сравнивая
значения
коэффициентов
линейной и
объемной усадки
макаронных
изделий без
гигротермообработки
и с ней, видно,
что обработка
паром способствует
снижению коэффициента
линейной усадки.
Коэффициент
объемной усадки
также уменьшается
с применением
гигротермообработки.
Такое изменение
линейной и
объемной усадки
в связи с применением
гигротермообработки
позволяет вести
сушку макаронных
изделий при
«жестком»
режиме, так как
возможность
появления
трещин снижается.
Но опасность возникновения трещин все-таки остается, и особенно во второй стадии сушки. В качестве критерия для оценки опасности трещинообразования можно принять критерий Кирпичева:
K (3)
(3)
где
![]() -
поток массы;
-
поток массы;
![]() - определяющий
размер;
- определяющий
размер;
![]() - среднее
влагосодержание,
соответствующее
критерию Фурье
- среднее
влагосодержание,
соответствующее
критерию Фурье
F
Важно отметить, что при обычном методе сушки максимально допустимое значение массообменного критерия Кирпичева для макарон составляет около 0,6. Применение предварительной гигротермообработки способствует увеличению прочности и приводит к тому, что изделия способны выдержать более высокие касательные напряжения. Поэтому максимально допустимое значение массообменного критерия Кирпичева для макарон, прошедших предварительную гигротермическую обработку, возрастает до 1,3, что говорит о снижении возможности образования трещин.
Как видно из полученных данных, гигротермообработка оказывает существенное влияние на структурно-механические характеристики макарон.
Изменение структурно-механических показателей в упрочнение структуры изделий являются одним из основных факторов интенсификации сушки изделий, подвергнутых предварительной гигротермической обработке, изделия становятся "восприимчивыми" к ведению "жесткого" режима сушки.
МАССООБМЕННЫЕ ХАРАКТЕРИСТИКИ И РАВНОВЕСНАЯ И КРИТИЧЕСКАЯ ВЛАЖНОСТИ МАКАРОННЫХ ИЗДЕЛИЙ
Кинетика переноса массы вещества во влажных материалах определяется разностью потенциалов массопереноса. Молекулярно-кинетическая теория явлений тепломассопереноса предполагает, что в изотермических условиях плотность потока влаги прямо пропорциональна градиенту потенциала массопереноса:
q![]() кг/м
кг/м![]() ч,
(4)
ч,
(4)
где
![]() - градиент потенциала
массопереноса,
- градиент потенциала
массопереноса,
![]() ;
;
![]() - коэффициент
массопроводности,
определяющий
способность
влажного материала
к переносу
влаги при величии
градиента
потенциала,
кг/м.ч.
- коэффициент
массопроводности,
определяющий
способность
влажного материала
к переносу
влаги при величии
градиента
потенциала,
кг/м.ч.![]() ;
;
![]() - градус
массообменный.
- градус
массообменный.
Так как термодинамический потенциал массопереноса в изотермических условиях является однозначной функцией влагосодержания, то градиент потенциала массопереноса можно выразить через градиент влагосодержания:
![]() =
= (5)
(5)
где
![]() - градиент
влагосодержания
- градиент
влагосодержания
![]() кг·влаги/кг·СВ·м;
кг·влаги/кг·СВ·м;
![]() - удельная
влагоёмкость
влажного тела,
кг·влаги/кг·СВ·
- удельная
влагоёмкость
влажного тела,
кг·влаги/кг·СВ·![]() ;
;
С учетом формулы (5) основной закон изотермической массопроводности можно представить в таком виде:
q![]() (6)
(6)
де
![]() - плотность
абсолютно
сухого тела,
кг·СВ/м
- плотность
абсолютно
сухого тела,
кг·СВ/м![]() ;
;
![]() - коэффициент
внутреннего
массопереноса
(зависит от
температуры
и влагосодержания),
характеризующий
свойства тела
в отношении
интенсивности
развития полей
потенциала
массопереноса
или инерционную
способность
тела к внешним
водным возмущениям.
- коэффициент
внутреннего
массопереноса
(зависит от
температуры
и влагосодержания),
характеризующий
свойства тела
в отношении
интенсивности
развития полей
потенциала
массопереноса
или инерционную
способность
тела к внешним
водным возмущениям.
Следовательно, интенсивность сушки в основном зависит от коэффициента внутренней диффузии влаги. Проведено аналитическое определение коэффициента внутреннего массопереноса из кривых сушки и скорости сушки по следующей формуле:
 (7)
(7)
где R – характерный размер тела, м;
![]() -
скорость сушки,
%/м;
-
скорость сушки,
%/м;
![]() - коэффициент
внешнего массообмена,
м/ч.
- коэффициент
внешнего массообмена,
м/ч.
Для тел правильной геометрической формы формула для коэффициента внешнего массообмена имеет следующий вид:
 (8)
(8)
где
![]() - отношение
объема к поверхности
тела.
- отношение
объема к поверхности
тела.
Для
неограниченного
полого цилиндра,
у которого
внешний диаметр
равен 2R,
внутренний
– 2R0
, отношение
![]() равно:
равно:
![]() =
= (9)
(9)
где
![]() - гигроскопическая
влажность,
кг/кг;
- гигроскопическая
влажность,
кг/кг;
![]() - равновесная
влажность,
кг/кг.
- равновесная
влажность,
кг/кг.
(Для макаронной
трубки, если
R
= 3,5 мм,
![]() =
2,25 мм, соотношение
=
2,25 мм, соотношение
![]() = 0,625 мм)
= 0,625 мм)
Характер изменения коэффициента внутренней диффузии влаги при сушке с гигротермической обработкой и без нее аналогичен. В первый период сушки он остается постоянным, а в период падающей скорости сушки он незначительно изменяется, но уменьшается в 2 раза по абсолютной величине,
В период постоянной скорости влага будет перемещаться в виде жидкости (избирательная диффузия осмотически-удержанной влаги), температура материала будет постоянна и равна температуре мокрого термометра.
При достижении на поверхности материала первой критической точки, соответствующей гигроскопической влажности, скорость сушки начнет уменьшаться, а перемещение адсорбционно-связанной влаги внутри материала в основном будет происходить в виде пара. Следует отметить, что во второй период скорость убывает по линейному закону, эта закономерность находится в соответствии с изменением коэффициента внутренней диффузии в этот период сушки. Коэффициент внешнего влагообмена меняется аналогично. На рис.5 показана диаграмма изменения коэффициентов внешнего влагообмена и внутреннего массопереноса для макаронных изделий, подвергнутых предварительной гидротермической обработке и высушенных по обычно принятой технологии. Эти коэффициенты как в первом, так и во втором периодах больше у изделий, прошедших предварительную гигро-термообработку, что еще раз свидетельствует об интенсификации процесса сушки.
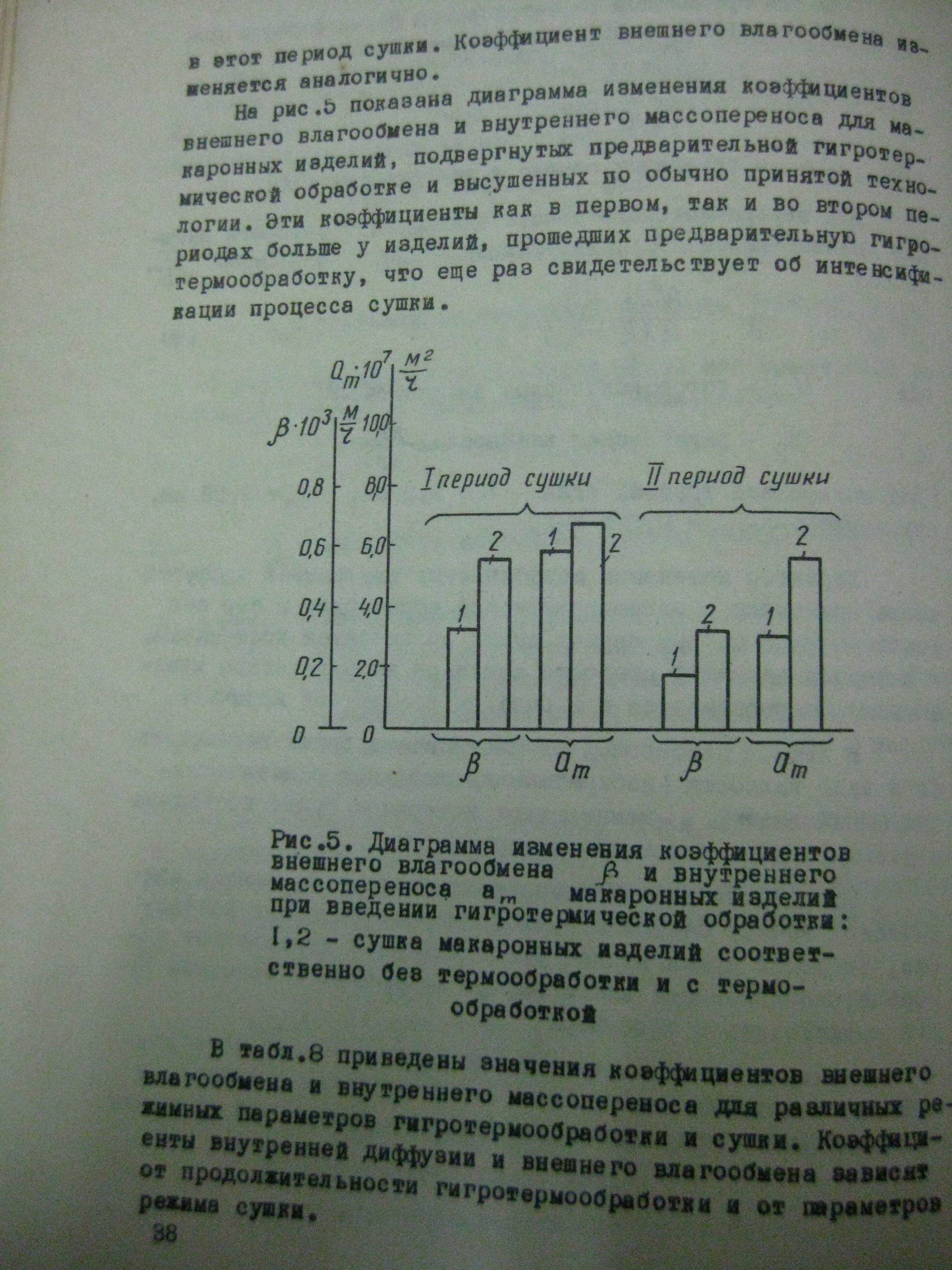
Рис. 5.
Диаграмма
изменения
коэффициентов
внешнего влагообмена
![]() и внутреннего
массопереноса
am
макаронных
изделий при
введении
гигротермической
обработки:
и внутреннего
массопереноса
am
макаронных
изделий при
введении
гигротермической
обработки:
1,2 - сушка макаронных изделий соответственно без термообработки и с термообработкой
В табл. 4 приведены значения коэффициентов внешнего влагообмена и внутреннего массопереноса для различных режимных параметров гигротермообработки и сушки. Коэффициенты внутренней диффузии и внешнего влагообмена зависят от продолжительности от гигротермообработки и от параметров режима сушки.
Таблица 4
| Параметры гигротермообработки | Влагокоэффициенты макаронных изделий | ||||||
|
мин |
% |
°С |
м/сек |
м/ч |
мІ/ч |
м/ч |
мІ/ч |
| 0 | 80 | 60 | 1 | 0,3281 | 0,5750 | 0,1772 | 0,3075 |
| 1 | 80 | 60 | 1 | 0,3833 | 06712 | 0,1442 | 0,2508 |
| 2 | 80 | 60 | 1 | 0,5550 | 0,9830 | 0,3208 | 0,5606 |
| 3 | 80 | 60 | 1 | 0,4510 | 0,7902 | 0,1593 | 0,2789 |
| 5 | 80 | 60 | 1 | 0,3675 | 0,6434 | 0,1275 | 0,2232 |
| 2 | 50 | 60 | 1 | 0,7416 | 1,2984 | 0,4073 | 0,7135 |
| 2 | 60 | 60 | 1 | 0,0032 | 1,1647 | 0,3515 | 0,5982 |
| 2 | 70 | 60 | 1 | 0,5550 | 0,9830 | 0,3208 | 0,5900 |
| 2 | 80 | 50 | 1 | 0,4520 | 0,7915 | 0,2311 | 0,4049 |
| 2 | 80 | 60 | 1 | 0,5550 | 0,9830 | 0,3208 | 0,5606 |
| 2 | 80 | 70 | 1 | 0,6337 | 1,1126 | 0,3671 | 0,6434 |
| 2 | 80 | 80 | 1 | 0,8668 | 1,5181 | 0,4648 | 0,8145 |
| 2 | 80 | 60 | 0,5 | 0,4157 | 0,7280 | 0,1953 | 0,3421 |
| 2 | 80 | 60 | 1 | 0,5550 | 0,9830 | 0,3208 | 0,5605 |
| 2 | 80 | 60 | 1,5 | 0,7215 | 1,2638 | 0,4082 | 0,7150 |
| 2 | 80 | 60 | 2 | 0,8593 | 1,5043 | 0,4331 | 0,7589 |
Из данных табл.4 видно, что наибольшие величины этих коэффициентов наблюдаются при 2-х минутной гигротермообработке. Коэффициенты внешнего влагообмена внутренней диффузии уменьшаются при увеличении относительной влажности воздуха, снижении температуры и скорости сушильного агента.
Равновесная и критическая влажность макаронных изделий. Методом аналитической обработки кривых сушки и скорости сушки были получены значения равновесной и критической влажности макаронных изделий (рис. 6).
Следует подчеркнуть, что термообработка приводит к некоторому снижению равновесной влажности готовой продукции. Этот фактор имеет практическое значение, свидетельствуя о повышении стойкости макаронных изделий при хранении.
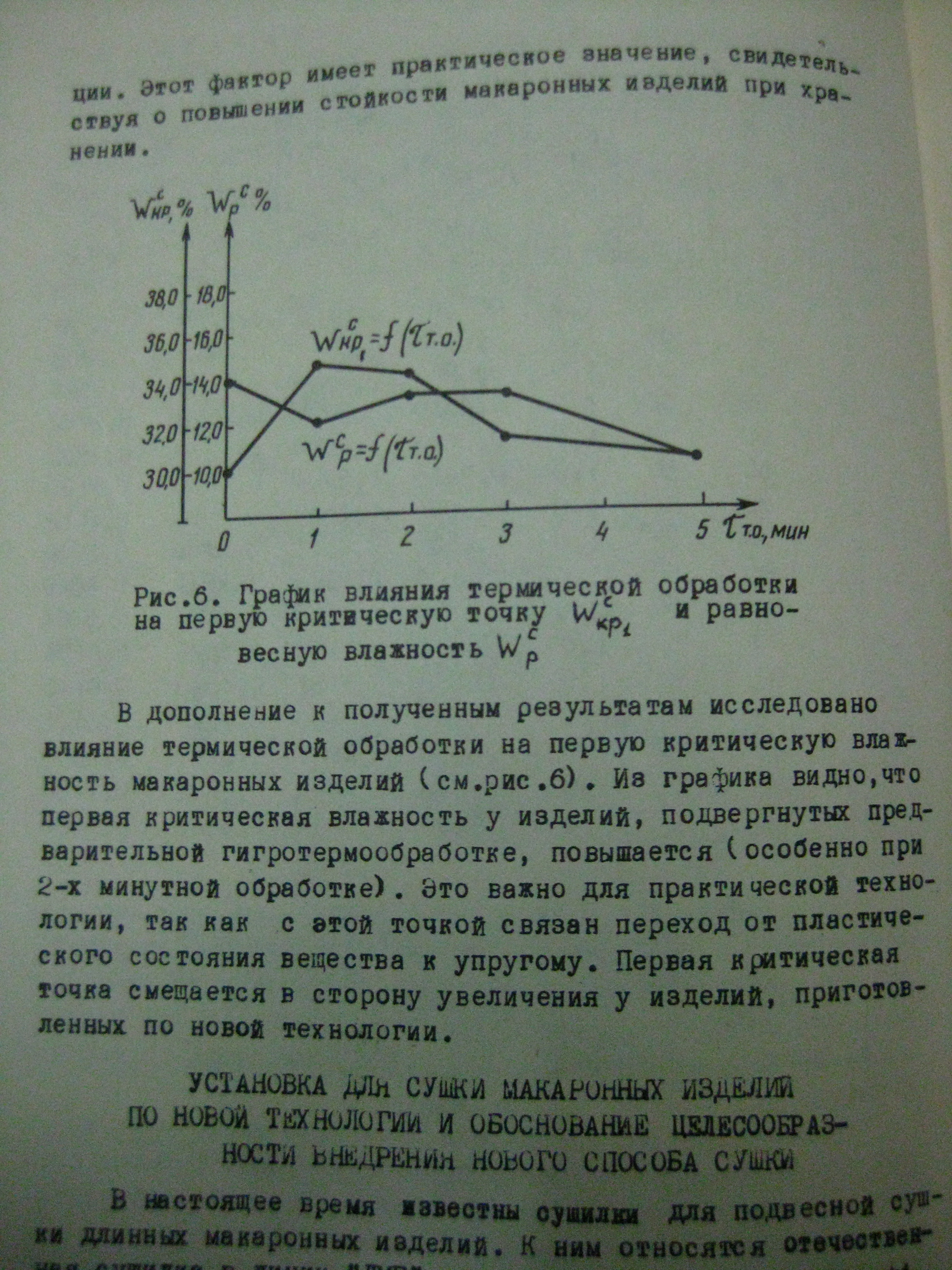
Рис. 6. График
влияния термической
обработки на
первую критическую
точку W![]()
и равновесную
влажность W
![]()
В дополнение к полученным результатам исследовано влияние термической обработки на первую критическую влажность макаронных изделий (см. рис. 6). Иp графика видно, что первая критическая влажность у изделий, подвергнутых предварительной гигротермообработке, повышается (особенно при 2-х минутной обработке). Это важно для практической технологии, так как с этой точкой связан переход от пластического состояния вещества к упругому. Первая критическая точка смещается в сторону увеличения у изделий, приготовленных по новой технологии.
УСТАНОВКА ДЛЯ СУШКИ МАКАРОННІХ ИЗДЕЛИЙ ПО НОВОЙ ТЕХНОЛОГИИ И ОБОСНОВАНИЕ ЦЕЛЕСООБРАЗНОСТИ ВНЕДРЕНИЯ НОВОГО СПОСОБА СУШКИ
В настоящее время известны сушилки для подвесной сушки длинных макаронных изделий. К ним относятся сушилка в линии "ЛМБ" и зарубежные - фирм Braibanti (Италия) и Buhler (Швейцария). Эти сушилки непрерывного действия снабженные камерами сушки предварительной, окончательной, стабилизацонной. Сушка длинных трубчатых изделий на этих установках ведется при "мягких", трехступенчатых пульсирующих режимах, с длительной затратой времени (18-24 часа) на сушку. Кроме того перечисленные сушилки громоздки, длина их достигает 30-45 м.
В связи с применением предварительной гигротермооботки перед сушкой и кондиционированием в конце ее, возникла необходимость создания конструкции сушилки, включавшей новые технологические операции.
На рис.7 представлена схема установки для сушка длиннотрубчатых макаронных изделий в подвесном состоянии. Установка состоит из камер: предварительной гигротермообработки, отлежки, сушилки, кондиционирования, переходной воны и камеры для стабилизации высушенных изделий. Сушильная установка снабжена воздухоподводящей камерой и устройствами для подачи пара. Бастуны с полуфабрикатом после пресса поступают в камеру предварительной гигротермообработки, где в течение 2 мин подвергаются воздействию смеси воздуха и пара. Затем изделия попадают в камеру отлежки, после которой направляется в сушильную камеру, где перемещаются по ярусам снизу вверх. При достижении изделиями верхнего яруса влажность их достигает 13 %. Для снятия внутренних напряжений высушенные изделия направляются в камеру кондиционирования где в течение 1-2 мин происходит их увлажнение до влажности 16 % в паровоздушной среде. После стадии кондиционирования изделия подаются в стабилизационную камеру, в которой они остывают и высыхают до стандартной влажности 13 %.
Длительность процесса гигротермической обработки и сушки макаронных изделий для различных сортов муки в предлагаемой сушильной установке достигает 8 - 10 часов. Таким образом, применение новой технологии приготовления длиннотрубчатых макаронных изделий позволяет сократить продолжительность процесса сушки в 3 раза; применить «жесткие», постоянные параметры сушильного агента; сократить габаритные установки; улучшить качество продукции.
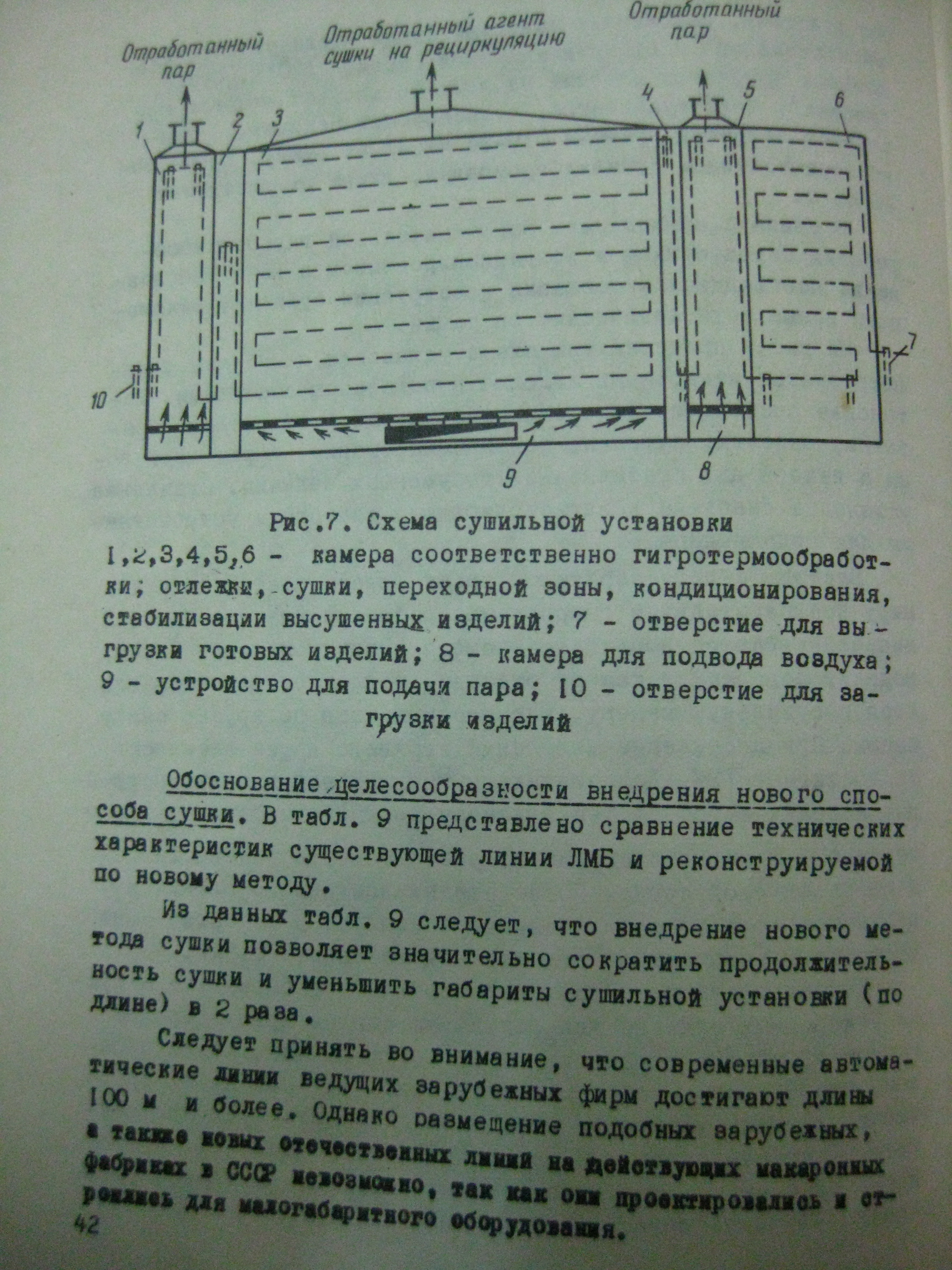
Рис.7. Схема сушильной установки
1, 2, 3, 4, 5, 6 - камера соответственно гигротермообработки; отлежки, сушки, переходной зоны, кондиционирования, стабилизации высушенных изделий; 7 - отверстие для выгрузки готовых изделий; 8 - камера для подвода воздуха; 9 - устройство для подачи пара; 10 - отверстие для загрузки изделий
Обоснование целесообразности внедрения нового способа сушкм. В табл. 5 представлено сравнение технических характеристик существующей линии ЛМБ и реконструируемой по новому методу.
Из данных табл. 5 следует, что внедрение нового метода сушки позволяет значительно сократить продолжительность сушки и уменьшить габариты сушильной установки (по длине) в 2 раза.
Таблица 5
| Показатели | Существующая линия ЛМБ | Реконструируемая линия ЛМБ |
| Производительность по сухим изделиям , кг/м | 500 | 500 |
| Влажность готовых изделий, % | 13 | 13 |
| Продолжительность сушки, ч | 25 | 8 |
| Единовременное количество бастунов в сушилках, шт | 3400 | 1500 |
| Расход пара, кг/ч | 250 | 310 |
| Расход воздуха, мі/ч | 3250 | 3250 |
| Расход воды, мі/ч | 0,400 | 0,400 |
| Габаритные размеры, мм | 33240 3220 4405 | 17150 3220 4405 |
Разработанная сушильная установка позволяет разместить современную автомати -ческую линию по производству макарон в действующих макаронных фабриках при их реконструкции.
Другие преимущества внедрения нового метода сушки заключаются в следующем:
- устраняются обрывы в начальной стадии сушки благодаря существенному упрочнению структуры сырых заготовок (практически исключены завалы сушильных установок обрывами прядей при подвесной сушке изделий из слабой муки);
- улучшается вкус изделий (очевидно, в результате жесткого режима сушки происходит реакция меланоидинообразования); повышаются, по сравнению с обычными макаронами кулинарные свойства: они быстрее развариваются, при длительном пребывании в кипящей воде изделия сохраняют свою индивидуальность; сокращается количество всех экстрактивных веществ, переходящих в варочную воду.
За счет снижения длительности технологического процесса (в 3 раза) можно увеличить объём выпускаемой продукции с единицы сушильной площади за сутки также в 3 раза . Так как занимаемая площадь под новую линию будет в 2 раза меньше площади, необходимой для установки линии ЛМБ, представляется возможным размещение 2-х новых линий, реализующих процесс сушки по предложенному методу. В связи с этим выпуск продукции возрастает в 6 раз. Однако применение нового метода сушки на основе гидротермической обработки приводит к некоторому увеличении расхода пара в час, но в целом этот экономический показатель в пересчете на общую продолжительность сушки сократится с 5750 до 2790 кг. Расход воздуха за весь период сушки также снизится на 52000 мі.
Таким образом, себестоимость макарон уменьшится за счет снижения амортизационных отчислений расхода воздуха, электроэнергии и пара.
Анализ литературных источников показывает, что в настоящее время наметилось два направления в интенсификации процесса суши макаронных изделий:
- предварительная гидротермическая обработка полуфабриката перед сушкой;
- внесение в макаронное тесто поверхностно-активных веществ (ПАВ).
Следует отметить, что наибольшее распространение пожучил первый метод интенсификации процесса сушки.
В МТИПП разработана технология непрерывного процессе сушки при "жестком" режиме длиннотрубчатых макаронных изделий, отличающихся применением с использованием предварительной гигротермической обработки и кондиционирования изделий.
Установлено, что гигротермообработка сырых изделий в сочетании с другими технологическими факторами сушки существенно улучшает совокупность показателей качества готовых макаронных изделий, прочность и структура излома, внешний вид и их кулинарные свойства.
На основании разработанных технологических режимов гигротермообработки, сушки и кондиционирования макаронных изделий предложена схема новой сушильной установки в которой процесс сушки сокращается до 8-9 часов при улучшении технологических и структурно-механических свойств готовых изделий.
За счет снижения продолжительности технологического процесса в 3 раза представляется возможным увеличить объем выпускаемой продукции с единицы сушильной площади за сутки также в 3 раза, а себестоимость макарон уменьшить за счет снижения амортизационных отчислений: расхода воздуха, пара и электроэнергии.
ЛИТЕРАТУРА
1. Таранов И.Т. Конвективные многостадийные режимы сушка макарон в плоских кассетах. "Харчова Промисловисть". К., 1973. 2, с.42-46.
2. Чернов М.Е., Поляков Е.С., Буров Л.А., Савина И.М. Сушка макарон в качающихся, вращающихся, цилиндрических кассетах. (Информация). ЦИНТИпищеиздат, М.,1971.
3. Калошина Е.Н., Демченкова Э.А., Дивцивадзе Г.В. Влияние различных методов термической обработки на качество макаронных изделий .Сб. научн.трудов ЗИСТ каф. "Товароведение пищевых продуктов". М.,1973.
4. Гинзбург А.С, Калошина Е.Н. Исследование кинетики сушки длинных трубчатых макаронных изделий. "Хлебопекарная и кондитерская промышленность". "Пищевая промышленность" 1, 24-25, М., 1973.
5. Гинзбург А.С. Основы теории и техники сушки пищевых продуктов. Изд-во "Пищевая промышленность", М.,1973.
6. Калошина Е.Н. Исследование процесса сушки длинных трубчатых макаронных изделий. Дисс. на соискание уч. степени к.т.н., М.,1973.