
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Дипломная работа: Проектирование цифрового измерителя емкости и индуктивности
Дипломная работа: Проектирование цифрового измерителя емкости и индуктивности
федеральное агентство по образованию
государственное образовательное учреждение
среднего профессионального образования
сарапульский колледж радиоэлектронного приборостроения
ДОПУЩЕН К ЗАЩИТЕ
Зам. директора по учебной работе
Миткевич Е.А.
« » 2005г
РАЗРАБОТКА КОНСТРУКЦИИ ПЕЧАТНОГО УЗЛА цифрового измерителя L и C
ДИПЛОМНЫЙ ПРОЕКТ
СКРП.411218.004ПЗ
Пояснительная записка
Специальность 210306
«Радиоаппаратостроение»
Дипломник Дмитриев И. Е.
Руководитель дипломного проекта Иванов В. Г.
Консультант по экономической части Зубов Е. Ф.
Нормоконтроль Кузнецова А. Г.
Рецензент
2005
Содержание
Введение
1 Расчётно – конструкторская часть
1.1 Назначение, область применения и основные параметры изделия
1.2 Принцип работы изделия и описание его схемы
1.3 Обоснование выбора элементной базы
1.4 Электрический расчёт балластного резистора
1.5 Электрический расчет стабилизатора напряжения
1.6 Описание конструкции изделия с обоснованием применяемых материалов и полуфабрикатов
1.7 Тепловой расчет интегрального стабилизатора
1.8 Расчет геометрических размеров печатной платы
1.9 Расчет надёжности изделия
2 Технологическая часть
2.1 Анализ технологичности конструкции
2.2 Выбор варианта схемы техпроцесса с обоснованием видов работ
2.3 Ведомость техпроцесса и его нормирование с определением трудоёмкости (включая операцию регулировки)
3 Организация производства
3.1 Обоснование выбора типа производства и его характеристика
3.2 Расчёт численности работающих по категориям
3.3 Организация участка и рабочих мест в соответствии с требованиями НОТ
3.4 Расчёт фонда заработной платы
4 Экономическая часть
4.1 Расчёт себестоимости изделия и отпускной цены
4.2 Расчёт технико-экономических показателей участка
4.3 Расчет экономической эффективности
5 Мероприятия по безопасности жизнедеятельности и противопожарной технике
5.1 Проведение экологической оценки технологического процесса или конструкции на технически безопасный процесс эксплуатации
5.2 Мероприятия по улучшению условий труда
Заключение
Список литературы
Приложение А Инструкция по регулировке
Введение
Измерители индуктивности и емкости находят широкое применение как на производстве так и в радиолюбительской практике. Как правило, это малогабаритные приборы низкой точности или цифровые приборы высокой точности, но больших габаритов. Данная разработка с применением микроконтроллера является компромиссом качества и габаритов. Уменьшению габаритов служит применение индикатора с последовательным вводом информации.
Принцип работы предлагаемого LC метра основан на измерении энергии, накапливаемой в электрическом поле конденсатора и магнитном поле катушки. Применение в данной конструкции микроконтроллера и ЖКИ индикатора позволило создать простой, малогабаритный, дешевый и удобный в эксплуатации прибор, имеющий достаточно высокую точность измерений. Также предусмотрена программная коррекция нуля, которая компенсирует емкость и индуктивность клемм, соединительных проводов и переключателя.
При работе с прибором не нужно манипулировать никакими органами управления, достаточно просто подключить измеряемый элемент и считать показания с индикатора.
1 Расчетно-конструкторская часть
1.1 Назначение, область применения и основные параметры изделия
Цифровой измеритель L и C предназначен для измерения индуктивности и емкости.
1.1.1 Электрические характеристики
- пределы измерения емкости от 0,1 пФ до 5 мкф;
- пределы измерения индуктивности от 0,1 мкГн до 5 Гн;
- погрешность измерения от 2 до 3 %;
- напряжение питания от 7,5 до 9 В;
- потребляемый ток от 10 до 15 мА;
- автоматический выбор диапазона измерения;
- программная коррекция нуля.
1.1.2 Конструктивные характеристики:
- плату выполнить из одностороннего фольгированного стеклотекстолита толщиной 1,5 мм с размерами 40×120 мм;
- плату крепить винтами.
1.1.3 Эксплуатационные характеристики:
- окружающая температура от плюс 10 до плюс 55°С;
- относительная влажность до 75 % при температуре плюс 25°С;
- атмосферное давление 720…780 мм.рт.ст.
1.2 Принцип работы изделия и описание его схемы
Сигнал возбуждающего напряжения прямоугольной формы с вывода 6 (РВ1) микроконтроллера DD2 через три нижних по схеме буферных элемента DD1 поступает на измерительную часть устройства. Во время высокого уровня напряжения зарядка измеряемого конденсатора Сх происходит через резистор R1 и диод VD6, а во время низкого – разрядка через R1 и VD5. Средний ток разрядки, пропорциональный величине измеряемой емкости, устройство преобразует с помощью операционного усилителя (ОУ) DA1 в напряжение. Конденсаторы С5 и С7 сглаживают его пульсации. Резистор R11 служит для точной установки нуля ОУ.
При измерении индуктивности во время высокого уровня ток в катушке нарастает до значения, определяемого резистором R2, а во время низкого – ток, создаваемый ЭДС самоиндукции измеряемой катушки, через VD3 и R3 также поступает на вход микросхемы DA1.
Таким образом, при постоянном напряжении питания и частоте сигнала напряжение на выходе ОУ прямопропорционально величинам измеряемых емкости или индуктивности. Но это справедливо только при условии, что зарядка конденсатора выполнена полностью в течение половины периода возбуждающего напряжения и также полностью произошла разрядка в течение другой половины. Аналогично и для катушки индуктивности. Ток в ней должен успевать нарастать до максимального значения и спадать до нуля. Эти условия можно обеспечить соответствующим выбором резисторов R1–R3 и частоты возбуждающего напряжения.
Напряжение, пропорциональное значению параметра измеряемого элемента, с выхода ОУ через фильтр R4C2 подают на встроенный десятиразрядный АЦП микроконтроллера DD1. Конденсатор С1 – фильтр внутреннего источника образцового напряжения АЦП.
Три верхних по схеме элемента DD1, а также VD2, VD4, С3, С4 использованы для формирования напряжения минус 5 В, необходимого для работы ОУ.
Результат измерения прибор отображает на десятиразрядном семисегментном жидкокристаллическом индикаторе HT1613.
Для повышения точности прибор имеет девять поддиапазонов измерения. Частота возбуждающего напряжения на первом поддиапазоне равна 800 кГц. На такой частоте измеряют конденсаторы с емкостью примерно до 90 пФ и катушки с индуктивностью до 90 мкГн. На каждом последующем поддиапазоне частота снижена в 4 раза, соответственно во столько же раз расширен предел измерения. На девятом поддиапазоне частота равна 12 Гц, что обеспечивает измерение конденсаторов с емкостью до 5 мкФ и катушек с индуктивностью до 5 Гн. Нужный поддиапазон прибор выбирает автоматически, причем после включения питания измерение начинает с девятого поддиапазона. В процессе переключения номер поддиапазона отображен на индикаторе, что позволяет определить, на какой частоте выполняют измерение.
После выбора нужного поддиапазона результат измерения в пФ или мкГн выведен на индикатор. Для удобства считывания десятые доли пФ (мкГн) и единицы мкФ (Гн) отделены пустым знакоместом, а результат округлен до трех значащих цифр.
Светодиод HL1 красного цвета свечения использован в качестве стабилизатора на 1,5 В для питания индикатора. Кнопка SB1 служит для программной коррекции нуля, что помогает компенсировать емкость и индуктивность клемм и переключателя SA1. Резистор R13 предназначен для быстрой разрядки конденсаторов С10 и С11 при выключении питания. [12]
Описание схемы произведено согласно СКРП.411218.004Э3.
1.3 Обоснование выбора элементной базы
При разработке конструкции изделия необходимо:
- выбрать радиоэлементы, обеспечивающие надежную и устойчивую работу схемы;
- стремиться к сокращению номенклатуры деталей и элементов, то есть сделать конструкцию максимально легкой и компактной;
- иметь оптимальное соотношение цена/качество выбранных радиоэлементов;
- тщательно проанализировать требования к прибору приступая к разработке конструкции. [10]
Исходя из этих требований, в конструкции печатного узла измерителя применены ниже перечисленные радиоэлементы.
Конденсаторы К10-17б
Конденсаторы керамические, уплотненные, для всеклиматического исполнения, постоянной емкости, низковольтные, предназначены для эксплуатации в качестве встроенных элементов в цепях постоянного и переменного токов и в импульсном режиме.
Эксплуатационные характеристики:
– вибрационный диапазон частот от 1 до 5000 Гц;
– диапазон рабочих температур от минус 40 до плюс 85 °С;
– относительная влажность не более 98 %;
– допускаемые отклонения емкости ±10 %.
Показатели надежности:
– наработка на отказ не менее 15000 ч;
– интенсивность отказов не более 1∙10-6 1/ч;
– срок сохраняемости не менее 15 лет.
Конденсатор К10-17б выбран потому, что имеет малые габариты, малую интенсивность отказов, низкую стоимость.
Конденсаторы К50-68
Конденсаторы оксидно-электролитические алюминиевые, предназначены для работы в цепях постоянного, пульсирующего тока и в импульсном режиме.
Эксплуатационные характеристики:
– диапазон рабочих температур от минус 40 до плюс 85 °С;
– относительная влажность не более 98 %;
– допускаемые отклонения емкости от минус 10 до плюс 50 %.
Показатели надежности:
– наработка на отказ не менее 15000 ч;
– интенсивность отказов не более 2∙10-6 1/ч;
– срок сохраняемости не менее 15 лет.
Конденсатор К50-68 выбран потому, что имеет малые габариты, малую интенсивность отказов, низкую стоимость.
Микросхема КР140УД1208
Операционный усилитель общего применения.
Эксплуатационные характеристики:
– коэффициент усиления 20000;
– напряжение смещения 6 мВ;
– входной ток 500 нА;
– напряжение питания ±5 В;
– входное сопротивление 0,4 МОм;
– потребляемый ток 3 мА;
– скорость нарастания 0,3 В/мкс;
– диапазон рабочих температур от 0 до плюс 70 °С;
– относительная влажность не более 98 %.
Показатели надежности:
– наработка на отказ не менее 20000 ч;
– интенсивность отказов не более 2∙10-10 1/ч;
– срок сохраняемости не менее 18 лет.
Микросхема выбрана потому, что имеет высокий коэффициент усиления и низкое потребление энергии.
Микросхема КР1157ЕН502А
Стабилизатор напряжения.
Эксплуатационные характеристики:
– напряжение стабилизации 5 В;
– максимальный ток стабилизации нагрузки 0,1 А;
– рассеиваемая максимальная мощность 0,5 Вт;
– диапазон рабочих температур от минус 60 до плюс 80 °С;
– относительная влажность не более 98 %.
Показатели надежности:
– наработка на отказ не менее 15000 ч;
– интенсивность отказов не более 2∙10-8 1/ч;
– срок сохраняемости не менее 12 лет.
Микросхема выбрана потому, что имеет низкий коэффициент нестабильности по напряжению.
Микросхема К561ЛН2
Шесть буферных инверторов.
Эксплуатационные характеристики:
– напряжение стабилизации от 3 до 15 В;
– рассеиваемая мощность 0,4 мкВт;
– диапазон рабочих температур от минус 10 до плюс 70 °С;
– относительная влажность не более 98 %.
Показатели надежности:
– наработка на отказ не менее 40000 ч;
– интенсивность отказов не более 2∙10-8 1/ч;
– срок сохраняемости не менее 15 лет.
Микросхема серии К561 являются более современной по сравнению с серией К176 и превосходит их по всем параметрам.
Микросхема ATtiny15
Микроконтроллер.
Эксплуатационные характеристики:
– напряжение питания от 2,7 до 5,5 В;
– рабочая частота 4 МГц;
– разрядность 8 бит;
– емкость памяти 1 кбайт;
– тип памяти FLASH;
– диапазон рабочих температур от 0 до плюс 70 °С;
– относительная влажность не более 98 %.
Показатели надежности:
– наработка на отказ не менее 40000 ч;
– интенсивность отказов не более 2∙10-8 1/ч;
– срок сохраняемости не менее 18 лет.
Индикатор символьный HT1613
Десятиразрядный семисегментный жидкокристаллический
Эксплуатационные характеристики:
– напряжение питания от 1,2 до 1,7 В;
– потребляемый ток 10 мкА;
Показатели надежности:
– наработка на отказ не менее 50000 ч;
– интенсивность отказов не более 2∙10-8 1/ч;
– срок сохраняемости не менее 15 лет.
Индикатор выбран потому, что имеет меньше соединений в отличии от индикаторов без управляющего микроконтроллера и низкое потребление энергии.
Светодиод АЛ307БМ
Эксплуатационные характеристики:
– цвет свечения - красный;
– длина волны от 650 до 675 нм;
– сила света 0,9 мКд;
– прямой ток 10 мА;
– прямое напряжение 2 В;
– обратное напряжение 2 В;
– диапазон рабочих температур от минус 60 до плюс 70 °С;
– относительная влажность не более 98 %.
Показатели надежности:
– наработка на отказ не менее 50000 ч;
– интенсивность отказов не более 2∙10-8 1/ч;
– срок сохраняемости не менее 15 лет.
Светодиод выбран потому, что имеет малые габариты, широкий диапазон рабочих температур, малую интенсивность отказов, низкую стоимость.
Резисторы С2-33Н-0,125
Резисторы постоянные металлодиэлектрические неизолированные, предназначенные для работы в цепях постоянного, переменного и импульсного тока и в качестве элементов навесного монтажа.
Эксплуатационные характеристики:
– допуск 10 %;
– номинальная мощность 0,125 Вт;
– температура при номинальной мощности плюс 70 °C;
– уровень собственных шумов не более 5 дБ;
– сопротивление изоляции 1∙104 Мом;
– диапазон температур от минус 60 до плюс 155 °С;
– относительная влажность воздуха при плюс 35°С 98 °С;
– предельное рабочее напряжение
переменного
или постоянного тока 200 В.
Показатели надежности:
– наработка на отказ не менее 30000 ч;
– интенсивность отказов не более 1∙10-7 1/ч;
– срок сохраняемости не менее 15 лет.
Резистор выбран потому, что имеет большую наработку на отказ, высокую стабильность параметров, малый уровень шумов и низкую стоимость.
Резисторы СП3-19а
Резисторы переменные не проволочные подстроечные, применяются для работы в цепях постоянного и переменного токов в непрерывных и импульсных режимах. Предназначен для монтажа на поверхность.
Эксплуатационные характеристики:
– мощность (при температуре 40°С) 0,5 Вт;
– предельное рабочее напряжение не более 150 В;
– допустимое отклонение сопротивления от номинального ±20 %;
– диапазон температур от минус 60 до плюс 125 °С;
– относительная влажность воздуха при плюс 35 °С 98 %;
– число циклов перемещения подвижной системы 500;
Показатели надежности:
– наработка на отказ не менее 20000 ч;
– интенсивность отказов не более 1∙10-7 1/ч;
– срок сохраняемости не менее 10 лет.
Резистор выбран потому, что имеет большую наработку на отказ, высокую стабильность параметров, малый уровень шумов.
Диод Д311А
Диод кремниевый.
Эксплуатационные характеристики:
– прямой ток 0,3 А;
– обратный ток 10 мкА;
– прямое напряжение 1 В;
– обратное напряжение 100 В;
– диапазон рабочих температур от минус 60 до плюс 85 °С;
– относительная влажность не более 98 %.
Показатели надежности:
– наработка на отказ не менее 30000 ч;
– интенсивность отказов не более 2∙10-7 1/ч;
– срок сохраняемости не менее 12 лет.
Диод выбран потому, что имеет малые габариты, широкий диапазон рабочих температур, обладает высокой ударопрочностью.
Диод КД522Б
Диод кремниевый.
Эксплуатационные характеристики:
– прямой ток 50 мА;
– обратный ток 1 мкА;
– прямое напряжение 1 В;
– обратное напряжение 75 В;
– диапазон рабочих температур от минус 60 до плюс 85 °С;
– относительная влажность не более 98 %.
Показатели надежности:
– наработка на отказ не менее 30000 ч;
– интенсивность отказов не более 2∙10-7 %;
– срок сохраняемости не менее 12 лет.
Диод выбран потому, что имеет малые габариты, широкий диапазон рабочих температур, высокое допустимое Uобр=30в, обладает высокой ударопрочностью.
Выбор прочих элементов.
Остальные элементы схемы выбираются, исходя из их эксплуатационных и функциональных характеристик: переключатель B170G, кнопка ПКн150–1, гнезда BP–121. [1,3,4,6,14]
1.4 Электрический расчёт балластного резистора
Исходные данные:
напряжение питания Uп = 5 В;
прямое напряжение светодиода UHLпр = 1,5 В;
прямой ток светодиода IHLпр = 10 мА.
Требуется определить:
сопротивление и мощность резистора Rб.
Расчет ведется по схеме приведенной на рисунке 1.1.
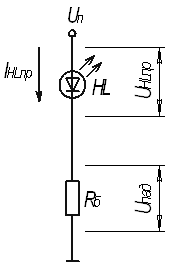
Рисунок 1.1 – Схема включения
1.4.1 Определяю падение напряжения на резисторе Rб, Uпад, В, по формуле:
Uпад = Uп – UHLпр (1.1)
Uпад = 5 – 1,5 = 3,5 В
1.4.2 Определяю сопротивление резистора, Rб, Ом, по формуле:
![]() (1.2)
(1.2)
![]()
1.4.3 Определяю мощность резистора Rб, Р, Вт, по формуле:
P = Uпад × IHLпр (1.3)
P = 3,5 × 0,01 = 0,035 Вт
Исходя из получиных данных выбираю резистор Rб из ряда Е24 С2-33Н-0,125-360 Ом. [5]
1.5 Электрический расчет стабилизатора напряжения
Исходные данные:
выходное напряжение U = 5 В;
ток нагрузки Iн = 15 мА;
частота сети f = 50 Гц;
Требуется определить:
тип стабилизатора напряжения;
номиналы емкостей С9 и С10.
По данному выходному напряжению, равному 5 В и состоянию современной элементной базы, целесообразно выбрать стабилизатор серии КР1157ЕН502А.
По приблизительным расчетам ток нагрузки составляет около 15 мА, который может обеспечить этот стабилизатор, т. к. он рассчитан на ток 250 мА. Напряжение стабилизации этой микросхемы 5 В ± 0,2 В, при Uвх. = 8 В, что подходит к параметрам по напряжению питания.
Для обеспечения устойчивости работы стабилизатора при импульсном изменении тока нагрузки на выходе необходим конденсатор емкостью не менее 10 мкФ, поэтому выбираем емкость 47 мкФ на выходе и 100 мкФ на входе.
Конденсаторы выбираем марки К50-68, т. к. они удовлетворяют нашим условиям: малые габариты, современная элементная база и дешевизна.
Рабочее напряжение конденсатора должно быть больше напряжение стабилизации, поэтому выбираем конденсаторы на напряжение 16 В на входе и выходе.
Получаем:
С10 – К50-68-16В-47 мкФ;
С11 – К50-68-16В-100 мкФ.
Для нормальной работы стабилизатора на его входе должно быть напряжение не менее 7 В. А так как ток потребления самим стабилизатором не более 5 мА, то ток нагрузки выпрямителя должен быть не менее 20 мА. [5]
1.6 Описание конструкции изделия с обоснованием применяемых материалов и полуфабрикатов
1.6.1 Обоснование выбора применяемых материалов
Конструкция устройства выполняется на печатной плате из фольги-рованного стеклотекстолита СФ-1-50. Выбор стеклотекстолита обусловлен тем, что стеклотекстолит имеет огромный ряд преимуществ по сравнению с гетинаксом.
Стеклотекстолит имеет высокую механическую прочность, высокую нагревостойкость (до 180 °С), высокое удельное объемное сопротивление (5∙1012 Ом/см), малый тангенс угла диэлектрических потерь (0,03), прочность сцепления фольги с основанием (10 Н/см2 ).
Для сравнения, если взять гетинакс,
то становится очевидно, что он не имеет никаких преимуществ по отношению к
стеклотекстолиту. Гетинакс имеет удельное, объемное сопротивление (1∙109
Ом/см), тангенс угла диэлектрических потерь (0,07), прочность сцепления фольги
с основанием
(19 Н/см2). Кроме того, гетинакс уступает стеклотекстолиту, как по
электрическим, так и по физико-механическим свойствам.
Пайка осуществляется припоем ПОС-61 ГОСТ 21931-76. Выбор данного припоя, несмотря на его высокую стоимость, оправдывается тем, что у него более низкая температура плавления по сравнению с другими припоями (припой ПОС-61 обладает температурой плавления 185°С), малое время кристаллизации, что позволяет применять этот припой в автоматизированных линиях пайки, что увеличивает скорость пайки и ее качество.
Размеры печатной платы выбирают такими, чтобы при раскрое платы из стандартного стеклотекстолита получался наименьший расход. В качестве элементов схем используют электрорадиоэлементы (ЭРЭ), предназначенные для радиоэлектронной аппаратуры широкого применения.
Флюс ФКСП ТУ 102.911 канифольно-спиртовой. Он обладает максимальной активностью при температуре плюс 170°С. Остатки флюса легко удаляются спиртом. Для ремонтных работ используется канифоль сосновая ГОСТ 19113-73. Остатки канифоли легко удаляются спиртом.
Для снятия остатков флюса и канифоли применяется этиловый спирт ТУ577227-64, не ухудшает изоляционных свойств платы.
1.6.2 Описание конструкции
Описание конструкции ведется в соответствии с СКРП.687242.008СБ. Устройство собрано на печатной плате (ПП) с односторонней печатью. Чертеж платы представлен на СКРП.758713.008. Плата выполнена из стеклотекстолита СФ-1-50-1,5 по условиям ГОСТ10316-78 с толщиной фольги 50 мкм.
Группа жесткости платы 2 – это значит, что печатная плата может эксплуатироваться в интервале температур от минус 25 °С до плюс 55 °С с относительной влажностью до 76 % и атмосферным давлением 760 мм рт.ст.
Класс точности платы – 1. Это значит,
что плотность монтажа повышенная. Минимальная ширина проводника не должна быть
меньше 0,5 мм. Минимальное расстояние между контактными площадками и печатными
проводниками не должно быть меньше 0,125 мм. Расстояние от края просверленного
отверстия до края контактной площадки должно быть не менее
0,35 мм. Отношение диаметра металлизированного отверстия к толщине платы 0,4.
Максимальное отклонение между центрами отверстий ± 0,1 мм.
Печатная плата изготавливается химическим методом, т.е. химическим способом, т.к. такой способ изготовления позволяет добиваться высокой точности травления поверхностного слоя ПП. Однако такой способ имеет также и недостатки: процесс изготовления ПП длительный и на заготовку воздействуют химические реагенты и влага.
Токопроводящий рисунок плат при таком способе выполнен химическим способом, при котором производится вытравливание незащищенных участков фольги, предварительно наклеенной на диэлектрик.
Варианты установки деталей на платах стандартные. Установку элементов производить по ОСТ4.Г0.010.030-81. [10]
1.7 Тепловой расчет интегрального стабилизатора
Исходные данные:
мощность рассеивания Ррас = 0,5 Вт;
температура окружающей среды Та = 55 °С;
максимальная допустимая температура Тj = 75 °С.
Определить:
температуру нагрева корпуса интегрального стабилизатора КР1157ЕН502А без радиатора.
1.7.1 Определяем температуру нагрева корпуса без радиатора, Тj, °С, по формуле:
![]() , (1.4)
, (1.4)
где RTj-A – тепловое сопротивление корпус/воздух, RTj-A = 5 °С/Вт
![]()
Так как 57,5 °С < 75 °С, следовательно радиатор не нужен. [5]
1.8 Расчет геометрических размеров печатной платы
Для расчета геометрических размеров печатной платы используем данные таблицы 1.1.
Таблица 1.1 Размеры в миллиметрах
| Тип элемента |
Вариант установки |
Диаметр элемента |
Установочная длина |
Длина | Ширина |
Диаметр вывода |
Sэ., мм2 |
Кол–во элементов, n, шт. |
Sэ. ∙ n, мм2 |
| К10-17б | IIв | 7,5 | 5 | 3 | 0,6 | 37,5 | 5 | 187,5 | |
| К50-68-16В-47мкФ | IIв | 5 | 2,5 | 0,6 | 25 | 3 | 75 | ||
| К50-68-16В-100 мкФ | IIв | 6 | 2,5 | 0,6 | 36 | 3 | 108 | ||
| КР140УД1208 | VIIIа | 7,5 | 10,2 | 7,5 | 0,6 | 76,2 | 1 | 76,2 | |
| КР1157ЕН502А | VIIа | 5 | 5 | 0,8 | 25 | 1 | 25 | ||
| К561ЛН2 | VIIIа | 15 | 19 | 7,5 | 0,6 | 142,5 | 1 | 142,5 | |
| КР140УД1208 | VIIIа | 7,5 | 10,2 | 7,5 | 0,6 | 76,2 | 1 | 76,2 | |
| АЛ307БМ | IIв | 5 | 5 | 0,6 | 25 | 1 | 25 | ||
| С2-33Н-0,125 | Iа | 10 | 6 | 2 | 0,6 | 20 | 11 | 220 | |
| СП3-19а | IIв | 10 | 5 | 0,6 | 100 | 3 | 300 | ||
| Д311А | Iа | 10 | 8 | 4 | 0,6 | 40 | 4 | 160 | |
| КД522Б | Iа | 10 | 3,8 | 2 | 0,6 | 20 | 3 | 60 | |
| ПКн150-1 | Iа | 15 | 12 | 12 | 1 | 180 | 1 | 180 | |
| Площадь всех ЭРЭ | 1635,4 | ||||||||
Рассчитаю площадь всех ЭРЭ, определяю расчетную площадь платы, S, мм2, по формуле:
![]() , (1.5)
, (1.5)
где Q – коэффициент заполнения печатной платы, Q = 2,9.
![]()
По данным расчета выбираю площадь
печатной платы не более
4742,66 мм2. Выбираем печатную плату размерами 40×120 мм.
1.9 Расчет надежности изделия
Надежность – свойство изделия выполнять заданные функции в определенных условиях эксплуатации при сохранении значений основных параметров в заранее установленных пределах. Надежность – физическое свойство изделия, которое зависит от количества и качества, входящих в его состав элементов, от условий в которых оно эксплуатируется (чем выше температура окружающей среды, чем больше относительная влажность воздуха, перегрузки при вибрации и т.д., тем меньше надежность), и от ряда других причин. [10]
Производим расчет надежности изделия,
пользуясь данными
таблицы 1.2.
Таблица 1.2
| Тип элемента | Кол-во ЭРЭ, n | Интенсивность отказов ЭРЭ λэ, 1/ч | Произведение n ∙ λэ |
| К10-17б | 10 | 0,00000014 | 0,00000140 |
| К50-68 | 3 | 0,00000024 | 0,00000072 |
| Микросхемы | 4 | 0,00000002 | 0,00000008 |
| АЛ307БМ | 1 | 0,00000002 | 0,00000002 |
| НТ1613 | 1 | 0,0000002 | 0,00000020 |
| Резисторы | 14 | 0,00000005 | 0,00000070 |
| В170G | 1 | 0,00000005 | 0,00000005 |
| ПКн150-1 | 1 | 0,0000003 | 0,00000030 |
| КД521А | 3 | 0,0000003 | 0,00000090 |
| Д311А | 4 | 0,0000003 | 0,00000120 |
| BP-121 | 2 | 0,00000001 | 0,00000002 |
| Пайка | 194 | 0,000000005 | 0,00000097 |
|
Итоговая интенсивность отказов изделия |
λ | 1/ч | 0,00000656 |
Рассчитываю вероятность безотказной работы , Р, по формуле:
![]() (1.6)
(1.6)
По результатам расчетов строю график вероятности безотказной работы представленный на рисунке 1.2.
Определяю среднюю наработку до первого отказа, Т, час., по формуле:
![]() (1.7)
(1.7)
![]()
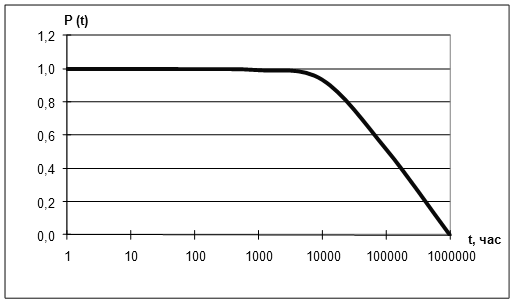
Рисунок 1.2 – График вероятности безотказной работы
Глядя на полученные результаты таблицы 1.2 и рисунка 1.2, становится, очевидно, что цифровой измеритель L и C надежен в работе и может проработать не менее 152439 часов.
2 Технологическая часть
2.1 Анализ технологичности конструкции
2.1.1 Качественный анализ технологичности конструкции
Качественный анализ технологичности конструкции. Конструкция считается технологичной, если она при полном обеспечении требований надежности и качества не требует больших затрат на подготовку производства и позволяет внедрить принципы НОТ с максимальным внедрением механизации и автоматизации в данном производстве.
Конструкция измерителя собрана на печатной плате с печатным монтажом. Этот монтаж характеризуется жесткостью, обеспечивает доступ к ЭРЭ. Печатный монтаж дает возможность применения механизации при подготовке ЭРЭ к монтажу. Сначала устанавливаются на печатную плату резисторы, затем конденсаторы, диоды, и в последнюю очередь транзисторы и микросхемы. Монтажные соединения, получаемые пайкой, имеют большое переходное сопротивление по сравнению со сборочными соединениями. При нем нужен дополнительный расход материалов, но пайка обладает рядом преимуществ: техпроцесс пайки прост, дешев, можно быстро заменить вышедшие из строя ЭРЭ. Пайка обеспечивает надежный электрический монтаж, легко производить контроль монтажа по внешнему виду.
В качестве элементов схем используют ЭРЭ, предназначенные для радиоэлектронной аппаратуры широкого применения: резисторы С2-33Н, конденсаторы К10-17б и К50-68. Эти ЭРЭ дешевы по стоимости и имеют очень широкое распространение, что повышает технологичность устройства.
2.1.2 Количественный анализ технологичности конструкции
Этот анализ позволяет однозначно судить о технологичности изделия. Количественная оценка технологичности конструкции основана на системе показателей, которые согласно ГОСТ14.203-73 делятся на три вида:
- базовые показатели технологичности;
- показатели технологичности конструкции;
- показатели уровня технологичности.
Вид изделия, объем выпуска, и тип производства являются главными факторами, определяющими требования к технологичности конструкции изделия.
Под технологичностью конструкции понимается свойство, когда конструкция данного качества может производиться с минимальными затратами. Для определения уровня технологичности следует определить факторы, влияющие на технологичность и определения количественной оценки. [9]
В данном дипломном проекте анализ технологичности конструкции сводится к расчету: показателей технологичности, определению комплексного показателя технологичности и уровня технологичности.
Исходные данные и условные обозначения для расчётов представлены в таблице 2.1, базовый коэффициент технологичности Кб равен 0,69.
Таблица 2.1
| Обозначение | Наименование | Значение |
|
Нор. эрэ |
Количество оригинальных ЭРЭ в изделии | 0 |
|
Нэрэ |
Общее количество ЭРЭ | 38 |
|
Нор.т.эрэ |
Количество типоразмеров оригинальных ЭРЭ в изделии | 0 |
|
Нт.эрэ |
Общее количество типоразмеров в изделии | 12 |
|
Нав.м |
Количество монтажных соединений выполненных автоматизированным или механизированным способом | 110 |
|
Нм |
Общее количество монтажных соединений | 120 |
|
Нмс |
Общее количество микросхем в изделии | 4 |
2.1.1 Расчёт базовых показателей технологичности
Расчёт коэффициента повторяемости ЭРЭ, Кповт.эрэ, по формуле:
 (2.1)
(2.1)
![]()
Расчет коэффициента применяемости ЭРЭ, Кприм.эрэ, по формуле:
 (2.2)
(2.2)
![]()
Расчет коэффициента использования микросхем, Кис.мик, по формуле:
 (2.3)
(2.3)
![]()
Расчет коэффициента автоматизации и механизации монтажа, Кав.м, по формуле:
 (2.4)
(2.4)
![]()
2.1.2 Определяю коэффициент весомости для каждого показателя, Кв, по формуле:
![]() , (2.5)
, (2.5)
где i – порядковый номер показателя в ранжированном порядке.
Данные полученные из расчетов заношу в таблицу 2.2.
Таблица 2.2
| Наименование базовых показателей технологичности | Условное обозначение | Значение | Коэффициент Ψ |
| Коэффициент повторяемости ЭРЭ |
Кповт.эрэ |
0,68 | 1 |
| Коэффициент применяемости ЭРЭ |
Кприм.эрэ |
1,00 | 1 |
|
Коэффициент использования |
Кис.мик |
0,80 | 0,75 |
|
Коэффициент автоматизации и |
Кав.м |
0,92 | 0,5 |
2.1.3 Определяю комплексный показатель технологичности, К, по формуле:
 (2.6)
(2.6)

2.1.4 Определение уровня технологичности конструкции изделия, Кут, по формуле:
 , (2.7)
, (2.7)
где Кб – базовый показатель технологичности, Кб = 0,69
Полученный коэффициент Кyт>1, следовательно конструкция печатного узла технологична.
2.2 Выбор варианта схемы техпроцесса с обоснованием видов работ
В настоящее время наиболее прогрессивным методом техпроцесса является автоматизированное производство. В таком производстве рабочие места объединяются территориально в определенном порядке. Изделие в процессе сборки передается с одного рабочего места на другое.
Все сборочные работы производятся пооперационно и синхронизированы, то есть, приведены к такту. Это значительно упрощает перемещение изделия на монтажных столах, рабочие места расположены по ходу техпроцесса.
Технологический процесс – это часть производственного процесса по изготовлению изделия. В него входят: изготовление деталей, сборка узлов и блоков, контроль, измерения, транспортировка изделий и другие операции.
При проектировании техпроцессов необходимо использовать:
- рабочие чертежи: принципиальная схема, сборочный чертёж, спецификация;
- руководящие материалы: стандарты, нормали;
- справочные данные. [9]
2.2.1 Структурная схема техпроцесса
Руководствуясь выше сказанным, составляем структурную схему изготовления печатного узла и контроля:

Рисунок 2.1 – Структурная схема техпроцесса
Наименование операции:
005 – заготовительная
010 – сборочная
015 – монтажная
020 – регулировка
025 – контроль
2.2.2 Обоснование видов работ
005 – заготовительная операция:
Сначала проводится комплектование покупными комплектующими изделиями (ПКИ) и материалами согласно спецификации чертежа и комплектовочным картам. Элементы извлекаются из упаковки, и производится проверка параметров элементов, рихтовка, формовка и обрезка в размер выводов, лужение, удаление изоляции проводов. Это выполняется слесарем – сборщиком на отдельном рабочем месте. При этом используется пинцет прямой ГГ7879-4215, кусачки боковые 54-16-1722, плоскогубцы ПУГ-150. Производится подготовка печатных плат, реконсервация плат. Также проводится проверка на паяемость. Применяется паяльник малогабаритный ПСН-28-6 ЕГ2.982.013 (Uпит = 6В, Рпот = 28Вт).
010 – сборочная операция:
Включает в себя установку ЭРЭ на плату с подгибкой выводов. Выполняется слесарем – сборщиком на его рабочем месте. Применяется пинцет ГГ7879-4215, кусачки боковые 54-16-1722. В конце производится визуальный контроль правильности установки ЭРЭ.
015 – монтажная операция:
Групповая пайка. Включает в себя установку в кассеты, флюсование, пайку волной на агрегате пайки АП-10 и изъятие из кассеты. Выполняется монтажником. Пайка проводится припоем ПОС-61 ГОСТ 21931-76. Применяется флюс ФКСП ТУ 102.911 канифольно-спиртовой, обладает максимальной активностью при температуре плюс 170 °С.
020 – операция регулировки:
Операцию регулировки выполняет регулировщик на отдельном рабочем месте. Для этого применяется малогабаритный паяльник ПСН-28-6 ЕГ2.982.013 (Uпит=6В, Рпот=28Вт) или другой, но до Рпот=30Вт, пинцет – захват прямой ПЗП 120 ОСТ 4.Г0.060.013, канифоль сосновая А ГОСТ 19113-73, припой ПОС-61 ГОСТ21931-76 и отвёртка ОСКС 200×0,3 ОСТ4.Г0.060.017. Из приборов используются блок питания Б5-25, контрольные конденсаторы и катушки. Инструкция по регулировке приведена в приложении А.
025 – операция контроля:
Проверка правильности сборки и надежности монтажа. Применяется пинцет ГГ7879-4215, иголка, лупа×4, отвертка. Операция осуществляется контролером. Производится проверка сборки и монтажа с целью обеспечения работоспособности изделия. Применяется комплект инструментов. [9]
2.3 Ведомость техпроцесса и его нормирование с определением трудоёмкости, включая операцию регулировки.
Технологический процесс – это часть производственного процесса по изготовлению изделия. В него входят: изготовление деталей, сборка узлов и блоков, контроль, измерения, транспортировка изделий и другие операции.
При проектировании техпроцессов необходимо использовать:
- рабочие чертежи, к ним относятся: принципиальная схема, сборочный чертёж, спецификация;
- руководящие материалы: стандарты, нормали;
- справочные данные.
Разработку техпроцесса производим в следующей последовательности:
- изучение технических условий и чертежей;
- закрепление сборки аппаратуры за рабочими местами;
- выбор метода изготовления;
- проектирования техпроцесса;
- выбор оборудования и приспособлений, инструментов для каждой операции;
- разработка методов контроля;
- подсчёт необходимого количества оборудования технологической оснастки.
Нормы времени на операции и переходы берём из справочника [16,17]
2.3.1 Разработка техпроцесса по операциям
Ведомость техпроцесса включает все виды работ, которые выполняются при изготовлении данного изделия на участке.
Для составления ведомости технологического процесса нормы времени берем из отраслевого стандарта (см. таблицу 2.3). [16,17]
Таблица 2.3
| Наименование и содержание видов работ | Средства оснастки |
tоп,
мин |
n∙tоп, мин. |
Tоп, мин. |
|
| 005 |
Заготовительная операция: Подготовка ЭРЭ к монтажу, формовка и лужение выводов ЭРЭ Плата печатная (1 шт.) Конденсаторы (11 шт.) Микросхемы (4 шт.) Светодиод (1 шт.) Индикатор (1 шт.) Резисторы (14 шт.) Переключатель (1 шт.) Кнопка (1 шт.) Диоды (7 шт.) Гнезда (2 шт.) Перемычки (3 шт.) |
Пинцет прямой ГГ-7879-4215, плоскогубцы, ПУГ-150, кусачки боковые 54-16-1722 |
1,04 0,18 0,35 0,22 0,17 0,18 0,38 0,2 0,18 0,22 0,15 |
1,04 1,98 1,4 0,22 0,17 2,52 0,38 0,2 1,26 0,44 0,45 |
9,61 |
| 010 |
Сборочная операция: Установка на печатную плату ЭРЭ Конденсаторы (11 шт.) Микросхемы (4 шт.) Светодиод (1 шт.) Индикатор (1 шт.) Резисторы (14 шт.) Переключатель (1 шт.) Кнопка (1 шт.) Диоды (7 шт.) Гнезда (2 шт.) Перемычки (3 шт.) |
Пинцет ПГГМ-120, кусачки боковые 54-16-1722 |
0,13 0,22 0,12 0,32 0,11 0,23 0,15 0,12 0,16 0,1 |
1,43 0,88 0,12 0,32 1,54 0,23 0,15 0,84 0,32 0,3 |
5,83 |
| 015 |
Монтажная операция: Пайка волной Ремонт Промывка платы |
Установка пайки волной АП-10, паяльник ПСН-28-6, материалы |
2 1 0,7 |
2 1 0,7 |
3,7 |
| 020 |
Операция регулировки: Подстройка ЭРЭ Резистор (2 шт.) |
Паяльник ПСН-28-6, плоскогубцы ПУГ-150, пинцет ГГ-7874-15, тампон, отвёртка ОСКС 200×0,3 ОСТ4.ГО.060.017, комплект приборов | 3,5 | 3,5 | 3,5 |
| 025 |
Операция контроля: Проверка правильности сборки и монтажа Проверка надежности сборки и монтажа Проверка параметров |
Отвертка ОСКС250×1, лупа×4, пинцет, комплект приборов по проверке параметров |
1,5 0,9 1 |
1,5 0,9 1 |
3,4 |
3 Организация производства
3.1 Обоснование выбора типа производства и его характеристика
3.1.1 Предприятие, выпускающее готовую продукцию, характеризуется производственным процессом, под которым понимается совокупность действий, в результате которых поступающее сырье, материалы перерабатываются в готовую продукцию. Техпроцесс представляет собой сложный комплекс действий оборудования, материалов и исполнителей.
В зависимости от программы выпуска и программы запуска, трудоемкости, перспективности и конструктивных особенностей различаются следующие типы производства: массовое, серийное, мелкосерийное, единичное.
Выбираю программу выпуска (2000 шт.). Эта характеристика подходит к мелкосерийному типу производства. Это многономенклатурное производство. Применением частичной автоматизации, универсальных приспособлений наряду со специальными, достигается сокращение ручного труда, снижение требуемого уровня квалификации рабочих до 4-5 разряда. В отличие от индивидуального производства, повышение производительности труда и снижение себестоимости продукции. Заготовительные работы проводятся на отдельном рабочем месте. Также в мелкосерийном производстве могут применяться транспортные конвейеры. Технологический процесс при таком производстве делится на операции по технологической завершенности. [13]
3.1.2 Определяю программу запуска, Nз, шт., по формуле:
![]() , (3.1)
, (3.1)
Где Nв – программа выпуска, Nв = 2000 шт.;
А – коэффициент, учитывающий несовершенство организации и технологии производства, А = 0,1.
![]()
Принимаем программу запуска 2002 шт.
3.1.3 Определяю фонд рабочего времени за неделю без перерывов, Fд, час., по формуле:
![]() (3.2)
(3.2)
где n – число рабочих дней в неделе, n = 5;
m – количество смен, m = 1;
Fн – фонд рабочего времени за неделю, Fн = 40 час.;
tр.п – время регламентированных перерывов, tр.п = 2 ∙ 10 = 20 мин.
![]()
3.1.4 Определяю коэффициент регламентированных перерывов, Кр.п, час., по формуле:
![]() (3.3)
(3.3)
![]()
3.1.5 Определяю действительный годовой фонд времени, Fд.г, час., по формуле:
![]() , (3.4)
, (3.4)
где Fн.г – номинальный фонд рабочего времени за год, Fн.г = 1981 час.
![]()
3.1.6 Определяю коэффициент периодичности выпуска, Кп, по формуле:
![]() , (3.5)
, (3.5)
где М – число рабочих месяцев работающих на выпуск, М = 1.
![]()
3.1.7 Определяю эффективный годовой фонд рабочего времени, Fэф.г, час., по формуле:
![]() (3.6)
(3.6)
![]()
3.1.8 Определяю такт выпуска, τ, мин., по формуле:
![]() , (3.7)
, (3.7)
где Др – число рабочих дней в году, Др = 248;
Fсм – продолжительность рабочего дня без перерывов, Fсм=460мин.;
Кз – коэффициент загрузки, Кз = 0,8.
![]()
3.1.9 Определяю действительный фонд рабочего времени за смену Fд.см, час., по формуле:
![]() (3.8)
(3.8)
![]()
3.1.10 Определяю сменное задание, Nсм, шт., по формуле:
![]() (3.9)
(3.9)
![]() .
.
3.2 Расчет численности рабочих по категориям
3.2.1 Определяю штучное время, Тшт, мин., на операцию 005 по формуле:
![]() , (3.10)
, (3.10)
где Топ берем из таблицы 2.3;
К – процент, учитывающий время обслуживания рабочего места, время на отдых, подготовительно-заключительное время, К = 10%.
![]()
3.2.2 Определяю расчетное количество рабочих мест, Ср для операции 005 по формуле:
![]() , (3.11)
, (3.11)
где Тшт – штучное время операции 005;
t – такт выпуска, его берем из пункта 3.1.7.
![]()
Принимаю число рабочих мест Сп = 3.
3.2.3 Определяем коэффициент загрузки рабочих мест, h, на операции 005 по формуле:
![]() (3.12)
(3.12)
![]()
Аналогично провожу расчет для остальных операций, и результаты заношу в таблицу 3.1.
Таблица 3.1
| Наименование операции |
Tшт, мин. |
Ср |
Сп |
Kз |
η, % |
| 005 Заготовительная | 10,57 | 2,78 | 3 | 0,93 | 93 |
| 010 Сборочная | 6,41 | 1,69 | 2 | 0,84 | 84 |
| 015 Монтажная | 4,07 | 1,07 | 1 | 1,07 | 107 |
| 020 Регулировка | 3,85 | 1,01 | 1 | 1,01 | 101 |
| 025 Контроль | 3,74 | 0,98 | 1 | 0,98 | 98 |
| Итого: | 28,64 | 7,53 | 8 | 0,94 | 94 |
3.2.4 Определяем средний коэффициент загрузки рабочих мест, h, по формуле:
 (3.13)
(3.13)
![]()
Рассчитав, коэффициент загрузки каждой операции и средний коэффициент, для наглядности строю диаграмму загрузки рабочих мест.
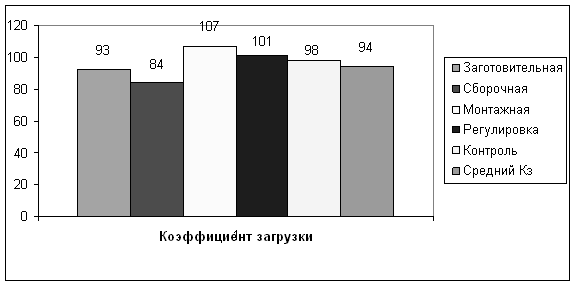
Рисунок 3.1 – Диаграмма загрузки рабочих мест
3.3 Организация участка и рабочих мест в соответствии с требованиями НОТ
Научная организация труда – это организация, при которой возможно наиболее эффективное соединение техники и людей в производственном процессе и обеспечение повышенной производительности труда при сохранении здоровья человека.
На повышение производительности труда значительно влияет культура труда, поддержание частоты и порядка на участке и на отдельном рабочем месте.
Для повышения производительности труда необходимо предусмотреть достаточную освещенность участка (не менее 300 лк), так как снижение освещенности вызывает утомление. Наличие зеленой зоны на участке оказывает положительное психологическое воздействие. Необходима общая вытяжная вентиляция (не менее 0,6 м/с).
Также на участке должно быть предусмотрено аварийное освещение.
На рабочих местах необходимо предусмотреть дополнительное местное освещение. Кроме того, необходимо подвести местную вытяжную вентиляцию к рабочим местам монтажников и слесарей-сборщиков. Необходимо подвести заземление к рабочим местам всех операций. Обеспечить стульями с регулировкой по высоте. Отопление водяное. Шум в помещении не должен превышать 70 дБ, относительная влажность воздуха 40...60 %. Содержание свинца в воздухе не более 0,01 мкр/м2, скорость движения воздуха 0,2...0,4 м/мин. Участок должен соответствовать требованиям СН-245-75.
Размеры производственной площади определяются на основе технологической планировке мест, в результате которой устанавливаются их взаимное расположение, положение проходов и проездов.
Планировка участка осуществляется в одном из пролетов типового производственного здания, поэтому для начала нужно выбрать типовую ширину пролета. Для сборочных цехов и для средних изделий ширина пролета должна составлять 12...15 метров.
На плане участка должны быть указаны переезды, проходы, ширина которых определяется по нормам технического проектирования.
При планировке необходимо предусмотреть место контролера, стеллажа под заготовки и комплектующих изделий. Под стеллажи отводится 7...10 % производственной площади, под контрольное отделение 3...5 %.
3.4 Расчет фонда заработной платы
3.4.1 Определяю основную заработную плату основных производственных рабочих, ЗПосн, руб., по формуле:
![]() , (3.14)
, (3.14)
где Тст – часовая тарифная ставка;
tшт – штучное время в часах, определяю по формуле:
![]() , (3.15)
, (3.15)
где ТШТ – штучное время в минутах, его берем из таблицы 3.1.
![]()
![]()
Полученные результаты заношу в таблицу 3.2.
3.4.2 Определяю дополнительную заработную плату основных производственных рабочих, ЗПДОП, руб., по формуле:
![]() (3.16)
(3.16)
где ПД – процент дополнительной заработной платы основных производственных рабочих, ПД = 220 %.
![]()
Полученные результаты заношу в таблицу 3.2.
Таблица 3.2 также содержит данные о наименовании профессии, разряде, количестве человек.
Таблица 3.2
| Профессия | Разряд | Кол-во чел.\ст. |
tшт, н–час. |
Тст., руб. |
ЗПосн., руб. |
ЗПдоп., руб. |
Всего ЗП, руб. | ||||
| на одно изделие |
на |
на одно изделие |
на |
на одно изделие |
на |
на одно изделие |
на |
||||
| Слесарь-сборщик | 3 | 3 | 0,18 | 353 | 7,2 | 1,27 | 2539,58 | 2,79 | 5587,07 | 4,06 | 8126,65 |
| Слесарь-сборщик | 3 | 2 | 0,11 | 213,98 | 7,2 | 0,77 | 1540,66 | 1,69 | 3389,45 | 2,46 | 4930,11 |
| Монтажник | 4 | 1 | 0,07 | 135,80 | 8,5 | 0,58 | 1154,32 | 1,27 | 2539,50 | 1,85 | 3693,82 |
| Регулировщик | 5 | 1 | 0,06 | 128,46 | 9,2 | 0,59 | 1181,85 | 1,30 | 2600,06 | 1,89 | 3781,91 |
| всего: | 7 | 0,42 | 831 | 3,20 | 6416,40 | 7,05 | 14116,09 | 10,26 | 20532,49 | ||
3.4.3 Определяю отчисления на социальное страхование от фонда заработной платы основных производственных рабочих, ОСС, руб., по формуле:
![]() (3.17)
(3.17)
Отчисления на содержание, социальное страхование устанавливаются в размере 26,2% от фонда заработной платы.
![]()
3.4.4 Определяю основную заработную плату вспомогательных рабочих и контролёров, ЗПОСН, руб., по формуле:
![]() , (3.18)
, (3.18)
где ЧР – количество вспомогательных рабочих. Численность вспомогательных рабочих устанавливаем 10% от численности основных производственных рабочих, принимаем за одного человека, их квалификация 3 разряда, также к вспомогательным рабочим относятся контролеры, их всего один человек, его квалификация 5 разряда;
ТСТ – часовая тарифная ставка, ТСТ.К. = 9,2 руб., ТСТ.В. = 7,2 руб.;
Т – отработанное время, определяем по формуле:
![]() (3.19)
(3.19)
![]()
![]()
![]()
![]()
3.4.5 Определяю дополнительную заработную плату вспомогательных рабочих, ЗПДОП, руб., по формуле (3.16)
Процент дополнительной заработной платы вспомогательных рабочих составляет ПД = 170%
![]()
3.4.6 Определяю фонд заработной платы вспомогательных рабочих, ФЗП, руб., по формуле:
 (3.20)
(3.20)
![]()
3.4.7 Определяю отчисления на социальное страхование ОСС от фонда заработной платы вспомогательных рабочих по формуле (3.17)
![]()
3.4.8 Определяю среднемесячную заработную плату основных производственных рабочих, ЗПСР.МЕС, руб., по формуле:
![]() , (3.21)
, (3.21)
где ЧР – число рабочих, его беру из таблицы 3.2;
КЗ – коэффициент загрузки рабочих мест;
М – число месяцев работающих на выпуск продукции, из пункта 3.1
![]()
3.4.9 Определяю среднемесячную заработную плату вспомогательных рабочих , ЗПСР.МЕС, руб., по формуле:
![]() (3.22)
(3.22)
![]()
Таблица 3.3 – Фонд заработной платы участка
| Наименование рабочих | Кол-во чел./ст. | ЗП осн., руб. | ЗП доп., руб. | ФЗП, руб. | ОСС, руб. | ЗПср.мес, руб. |
| Основные | 7 | 6416,40 | 14116,09 | 20532,49 | 5379,51 | 3666,52 |
| Вспомогательные | 2 | 2707,37 | 4602,52 | 7309,89 | 1915,19 | 3654,95 |
| Итого: | 9 | 9123,77 | 18718,61 | 27842,38 | 7294,70 |
4 Экономическая часть
4.1 Расчет себестоимости изделия и отпускной цены
4.1.1 Расчет стоимости основных фондов и суммы амортизационных отчислений
К основным фондам относятся те фонды, которые участвуют в процессе производства многократно, не изменяя своей натуральной формы. Так же к основным производственным фондам относятся средства производства стоимостью свыше 50–кратного размера минимальной заработной платы и сроком службы более года.
На проектируемом участке основными производственными фондами являются: производственное помещение, рабочие места, приборы и оборудование. С целью компенсации износа основных фондов применяется система амортизационных отчислений [13].
Амортизационные отчисления, А, руб., рассчитываются по формуле:
![]() , (4.1)
, (4.1)
где СП – номинальная первоначальная стоимость основных фондов, руб.;
НА – норма амортизации, %.
![]()
Результаты расчета заносим в таблицу 4.1
Таблица 4.1
| Наименование основных фондов |
Кол. м2/шт |
Сп, руб. |
На, % |
А, руб |
| Производственная площадь | 54 | 270000 | 5,2 | 14040 |
| Агрегат пайки АП-10 | 1 | 25820 | 10 | 2582 |
| Блок питания Б5-25 | 2 | 1750 | 12 | 210 |
| Комплект катушек и конденсаторов | 2 | 87 | 12 | 10,44 |
| Итого: | 297657 | 16842,44 |
4.1.2 Расчет стоимости материалов, полуфабрикатов и покупных комплектующих изделий
Оборотные фонды полностью используются в производственном процессе изготовления изделия и переносят свою стоимость на себестоимость годовой продукции. Этот расчёт делится на расчёт расходов и стоимости материалов и на расчёт расходов и стоимости покупных комплектующих изделий, полуфабрикатов, деталей. Цены берём за 2005 год в оптово – розничных магазинах бытовой и радиоэлектронной техники.
Прежде чем приступить к плановой
калькуляции изделия, рассчитаю стоимость материалов, полуфабрикатов и покупных
комплектующих изделий. Расчет стоимости материалов приведен в таблице 4.2.
Расчет стоимости полуфабрикатов и покупных комплектующих изделий приведен в
таблице 4.3.
Таблица 4.2.
| Наименование материалов | Единица измерения | Цена за единицу, руб. | Норма расхода | Затраты, руб. | ||
|
на одно изделие |
на |
на одно изделие |
на |
|||
| Припой ПОС-61 | кг | 150 | 0,08 | 160 | 12 | 24000 |
| Флюс ФКСП | кг | 68 | 0,001 | 2 | 0,068 | 136 |
| Спирт марки А | кг | 72 | 0,001 | 2 | 0,072 | 144 |
| Провод МГШВ | м | 1,5 | 0,11 | 220 | 0,165 | 330 |
| Итого: | 12,305 | 24610 | ||||
| ТЗР (5%) | 0,61525 | 1230,5 | ||||
| Всего: | 12,92025 | 25840,5 | ||||
Таблица 4.3.
| Наименование ПКИ | Цена за единицу, руб. | Норма расхода, шт. | Затраты, руб. |
|
|||||||
|
на одно |
на |
на одно |
на |
|
|||||||
| Плата печатная | 30 | 1 | 2000 | 30 | 60000 |
|
|||||
| Конденсаторы: |
|
||||||||||
| К10-17б-15 пФ | 1,5 | 1 | 2000 | 1,5 | 3000 |
|
|||||
| К10-17б-68 нФ | 2 | 2 | 4000 | 4 | 16000 |
|
|||||
| К10-17б-0,1 мкФ | 2 | 2 | 4000 | 4 | 16000 |
|
|||||
| К50-68-47 мкФ-16В | 3 | 3 | 6000 | 9 | 54000 |
|
|||||
| К50-68-100 мкФ-16В | 4 | 3 | 6000 | 12 | 72000 |
|
|||||
| Микросхемы: |
|
||||||||||
| КР140УД1208 | 8,3 | 1 | 2000 | 8,3 | 16600 |
|
|||||
| КР142ЕН5А | 5 | 1 | 2000 | 5 | 10000 |
|
|||||
| К561ЛН2 | 3,4 | 1 | 2000 | 3,4 | 6800 |
|
|||||
| ATtiny15 | 67 | 1 | 2000 | 67 | 134000 |
|
|||||
| Светодиод АЛ307БМ | 3,5 | 1 | 2000 | 3,5 | 7000 |
|
|||||
| ЖКИ дисплей HT1613 | 173 | 1 | 2000 | 173 | 346000 |
|
|||||
| Резисторы: |
|
||||||||||
| С2-33Н-0,125-300 Ом | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| С2-33Н-0,125-390 Ом | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| С2-33Н-0,125-1 кОм | 0,2 | 2 | 4000 | 0,4 | 1600 | ||||||
| С2-33Н-0,125-3,9 кОм | 0,2 | 3 | 6000 | 0,6 | 3600 | ||||||
| С2-33Н-0,125-10 кОм | 0,2 | 3 | 6000 | 0,6 | 3600 | ||||||
| С2-33Н-0,125-22 кОм | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| С2-33Н-0,125-200 кОм | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| СП3-19а-0,5-1 кОм | 4,6 | 1 | 2000 | 4,6 | 9200 | ||||||
| СП3-19а-0,5-10 кОм | 4,6 | 1 | 2000 | 4,6 | 9200 | ||||||
| СП3-19а-0,5-22 кОм | 4,6 | 1 | 2000 | 4,6 | 9200 | ||||||
| Диоды: | |||||||||||
| Д311А | 3,5 | 4 | 8000 | 14 | 112000 | ||||||
| КД522Б | 2,2 | 3 | 6000 | 6,6 | 39600 | ||||||
| Переключатель B170G | 7 | 1 | 2000 | 7 | 14000 | ||||||
| Кнопка ПКн150-1 | 5 | 1 | 2000 | 5 | 10000 | ||||||
| Гнездо BP-121 | 4,3 | 2 | 4000 | 8,6 | 34400 | ||||||
| Итого: | 378,1 | 756200 | |||||||||
| ТЗР (5%) | 18,905 | 37810 | |||||||||
| Всего: | 397,01 | 794020 | |||||||||
4.1.3 Расчет плановой калькуляции на изделие
Расчёт приведен в таблице 4.4.
Таблица 4.4
| Статьи затрат | Общие затраты, руб. | Примечание | |
| на одно изделие |
на программу выпуска |
||
|
1 Основные материалы, покупные ПФ, комплектующие изделия |
226,38 | 452760 | По расчету |
| 2 Транспортно-заготовительные работы | 11,32 | 22638,0 | 5% от Ст. 1 |
| 3 Основная ЗП производственных рабочих | 3,20 | 6416,40 | По расчету |
|
4 Дополнительная ЗП производственных рабочих |
7,05 | 14116,09 | По расчету |
|
5 Отчисления на соц. страхование от основной и дополнительной ЗП производственных рабочих |
2,69 | 5379,51 | 26,2% от (Ст.3+Ст.4) |
| 6 Расходы на содержание и эксплуатацию оборудования: | |||
| амортизационные отчисления | 1,40 | 2802,44 | По расчету |
|
износ, содержание и ремонт |
1,54 | 3079,87 | 15% от (Ст.З+Ст.4) |
| 7 Цеховые расходы: | |||
|
основная и дополнительная ЗП |
4,61 | 9225,08 | По расчету |
| амортизация производственной площади | 7,02 | 14040 | По расчету |
| 8 Цеховая себестоимость | 265,21 | 530457 | Ст.1+...+Ст.7 |
| 9 Общезаводские расходы | 2,05 | 4106,50 | 20% от (Ст.3+Ст.4) |
| 10 Производственная себестоимость | 267,27 | 534563,90 | Ст.8 + Ст.9 |
| 11 Внепроизводственные расходы | 5,35 | 10691,28 | 2% от Ст. 10 |
| 12 Полная себестоимость | 272,61 | 545255,17 | Cт.10+Cт.11 |
| 13 Прибыль | 68,15 | 136313,794 | 25% от Ст. 12 |
| 14 Оптовая цена | 340,76 | 681568,97 | Ст12+Ст1З |
| 15 НДС | 61,34 | 122682,4 | 18% от Ст. 14 |
| 16 Отпускная цена изделия | 402,10 | 804251,38 | Ст.14+Ст.15 |
4.2 Расчет технико-экономических показателей участка
4.2.1 Производственная площадь участка, Sпр.уч, м2, определена в соответствии с санитарными нормами проектирования промышленных предприятий СН 245-71, и находится по формуле:
![]() (4.2)
(4.2)
где Сп – принятое количество рабочих мест, Сп = 9;
Sн – норматив производственной площади на одного рабочего,
Sн = 6 м2.
![]()
4.2.2 Определим производительность труда на одного основного рабочего, ПТ, руб/чел., по формуле:
![]() (4.3)
(4.3)
где ПТ – производительность труда;
ТП – объем выпуска товарной продукции;
Чр – численность основных производственных рабочих, Чр = 6.
![]()
4.3 Расчет экономической эффективности
Годовой экономический эффект – это разность проведенных затрат базового и проектируемого варианта технологического процесса изготовления изделия.
4.3.1 Определяю годовой экономический эффект, Эг, руб., по формуле:
 , (4.4)
, (4.4)
где С1 и С2 – полная себестоимость изделия в базовом и проектном варианте;
К1 и К2 – капитальные затраты в базовом и проектном варианте;
Ен – нормативный коэффициент окупаемости дополнительных капитальных затрат, Ен = 0,2.
![]()
Срок окупаемости дополнительных капитальных затрат показывает за сколько лет окупаются дополнительные капитальные затраты в проектируемом варианте.
4.3.2 Определяю срок окупаемости дополнительных капитальных затрат, ТОК, год, по формуле:
![]() (4.5)
(4.5)
![]()
Таблица 4.5 – Технико-экономические показатели
| Наименование показателей | Единица измерения | Базовый показатель | Проектируемый показатель |
| 1 Годовая программа выпуска изделий | шт. | 2000 | 2000 |
| 2 Производственная площадь |
м2 |
54 | 54 |
| 3 Численность работающих всего: | чел./ст. | 12 | 9 |
| основных производственных рабочих; | чел./ст. | 9 | 7 |
| вспомогательных рабочих. | чел./ст. | 3 | 2 |
| 4 Стоимость основных производственных фондов | руб. | 270000 | 297320 |
| 5 Среднемесячная заработная плата: | |||
| основных рабочих; | руб. | 3050 | 3666,52 |
| вспомогательных рабочих. | руб. | 2900 | 3654,95 |
|
6 Производительность труда на одного |
руб./чел. | 75729,89 | 97367,00 |
| 7 Себестоимость изделия: | |||
| цеховая; | руб. | 270,08 | 265,21 |
| производственная; | руб. | 272,17 | 267,27 |
| полная. | руб. | 277,61 | 272,61 |
| 8 Оптовая цена изделия | руб. | 340,76 | 340,76 |
| 9 Отпускная цена изделия | руб. | 402,10 | 402,10 |
| 10 Фондоотдача | 2,52 | 2,29 | |
| 11 Фондоемкость | 0,40 | 0,44 | |
|
12 Выпуск продукции с 1 м2 производственной площади |
руб./м2 |
12621,65 | 12621,65 |
| 13 Годовой экономический эффект | руб. | 9562,88 | |
| 14 Срок окупаемости | год | 0,22 |
5 Мероприятия по безопасности жизнедеятельности и противопожарной технике
5.1 Проведение экологической оценки технологического процесса или конструкции на технически безопасный процесс эксплуатации
Технологический обмен – явление на Земле принципиально новое и потому порождает немало проблем и противоречий в системе общество – природа.
Любой технологический процесс начинается вводом исходных веществ и завершается в конечном итоге выводом разнообразных готовых изделий и отходов.
Иными словами технологический процесс в целом включает ввод природных ресурсов, их переработку с использованием энергии и вывод в окружающую среду отработанных веществ (производственных и бытовых отходов и отслуживших свой срок готовых изделий). Процесс этот носит линейный, незамкнутый и, следовательно, конечный характер, поскольку возвращение отходов и отработанных изделий в качестве исходного сырья всё ещё скорее исключение, чем правило.
Технологический процесс должен соответствовать нормам экологического контроля.
Технологический процесс изготовления не должен наносить вред окружающей среде и людям, работающим на этом предприятии. Также само устройство должно быть безопасным. Оно не должно выделять неприятного запаха и состоять из радиоактивных элементов и других химических элементов, которые могут принести вред человеку и окружающим его живым существам.
Производственная травма – это травма, полученная работающим на производстве и вызванная чаще всего несоблюдением требований безопасности труда.
Для работников промышленных предприятий в любых случаях характерными видами являются: травмы механические (ушибы, переломы, вывихи, растяжения), тепловые (ожоги), электрические (электрические удары, металлизация кожи).
Ушибы чаще всего имеют место при неосторожном обращении с инструментом и приспособлениями для обработки материалов, пользование неисправным инструментом. Ушибы тела также возможны при движении по неровной либо скользкой поверхности и в результате падения. Наиболее частые ранения тела, в основном рук, происходят при использовании неисправной оснастки металлообрабатывающих станков.
Особую опасность представляют ранения глаз в результате попадания инородных тел на роговицу и конъюнктиву глаза.
Тепловые ожоги – это наиболее частые травмы на производствах, связанных с пайкой.
Особое место среди производственных травм занимают случаи поражения человеческого тела электрическим током – электротравмы. При поражении человека электрическим током возникают местные электротравмы в виде поражений кожи, глаз, общие электротравмы – электрические удары.
Несовершенство конструкции и неправильная эксплуатация электроприборов, вентиляции, систем отопления приводят к возникновению пожаров, производственных травм, различной степени ожогов и отравлений. Опасность также представляет собой и сам процесс сборки и монтажа изделия. Ведь процесс пайки сопровождается загрязнением воздушной среды, рабочих поверхностей, одежды, кожи рук. Работающих на пайке это может привести к свинцовым отравлениям организма и вызвать изменение крови, сосудов, нервной системы.
5.2 Мероприятия по улучшению условий труда
Мероприятия по борьбе с несчастными случаями могут быть техническими, санитарно-гигиеническими и организационными.
К техническим мероприятиям относят: замена производственного устаревшего оборудования новым, более безопасным, ограждение опасных зон, механизмов, станков, приспособлений.
Во всех электрических установках должны быть предусмотрены плавкие предохранители, также необходимо предусмотреть автоматические выключатели в цепях питания. Все имеющиеся на участке оборудование должно быть заземлено, кроме того, безаварийная работа оборудования может быть обеспечена путем периодических испытаний его повышенными нагрузками (напряжением и др.).
Необходимо также применять средства индивидуальной защиты работающих от воздействия опасных факторов.
К санитарно-гигиеническим мероприятиям относятся: рациональное освещение рабочих мест и помещений, обеспечение требуемого микроклимата в помещении, мероприятия по борьбе с шумом, рациональное водоснабжение и канализация, обеспечение чистоты рабочих мест, наличие местной вытяжной вентиляции.
К организационным мероприятиям относятся: своевременное проведение планово-предупредительных ремонтов и осмотров производственного оборудования, а также обучению персонала и проведение инструктажей по технике безопасности.
Неотъемлемой частью производства изделий радиоэлектронной промышленности является процесс пайки. Процесс довольно опасный. В целях предупреждения отравления свинцом, участки пайки оборудуются в соответствии с требованиями санитарных правил. В помещениях, где производится пайка припоем, содержащим свинец, во избежание попадания свинца в организм, не разрешается хранить личные вещи, принимать пищу и курить, а также стирать рабочую одежду дома. Рабочее место пайки оборудуется местной вытяжной вентиляцией, обеспечивающей концентрацию свинца не более 0,01 мг/м3.
Для предотвращения ожогов и загрязнении кожи рук рабочим должны выдавать салфетки для удаления лишнего припоя с жала паяльника, а также пинцеты для поддержки деталей и проводов, и для подачи припоя к месту пайки. При монтажных работах, связанных с опасностью загрязнения или ожога глаз, предусмотрена выдача защитных очков. Наиболее эффективными мерами, предупреждающими профессиональные заболевания при пайке, является механизация и автоматизация паяльных работ. Но некоторые пайки не поддаются механизации. И для поддержания предупреждения профессиональных заболеваний необходимо после окончания работы споласкивать руки специальным раствором, полоскать рот, чистить зубы и принимать душ. Пайка является работой средней точности, освещенность при этом должна быть не менее 300 лк. [9]
Заключение
Проектируя дипломный проект, я не только вспомнил весь курс обучения, но и получил ещё множество других знании в области радиоприборостроения. Разработка дипломного проекта помогла мне провести личную самооценку своих способностей в теории и на практике. Разработка и изготовление печатного узла так же способствовала изучению всех её тонкостей. Процесс разработки производился на современной вычислительной и оргтехнике.
За время работы над дипломным проектом я изучил и применил на практике прогрессивные методы конструирования, так же специальную литературу, в том числе ряд стандартов.
В дипломном проекте мною проведены электрические и конструктивные расчеты, а также расчет технологичности и надежности изделия. Мною разработана конструкция печатного узла цифрового измерителя L и C. Разработан участок сборки и монтажа.
Произведен расчет технико-экономических показателей. В результате отпускная цена составляет 402,10 рублей, срок окупаемости 0,22 года и годовой экономический эффект 9562,88 рублей. Количество основных рабочих 7 человек.
В разделе мероприятия по безопасности жизнедеятельности и противопожарной технике проведен анализ видов опасностей на участке. Для устранения этих опасностей разработаны мероприятия по улучшению условий труда и мероприятия по технике безопасности.
Список литературы
1 Аксенов А. И. Элементы схем бытовой радиоаппаратуры – М.: Радио и связь – 1993
2 Дружинин Н. С. Машиностроительное черчение – М.: Высшая школа – 1982
3 Дубровский В. В. Резисторы – М.: Радио и связь – 1991
4 Лавриенко В.Ю. Справочник по полупроводниковым приборам – М.: Высшая школа – 1988
5 Машу Жан-Франсуа. Путеводитель по электронным компонентам – М.: Додэка – 2001
6 Новаченко И. В. Микросхемы для бытовой радиоаппаратуры –
М.:
Радио и связь – 1998
7 Ошер Д. Н. Регулировка и испытание РЭА – М.: Энергия – 1978
8 Павлов С. П. Охрана труда в радиоэлектронной промышленности – М.: Радио и связь – 1985
9 Павловский В. В. Проектирование техпроцессов изготовления РЭА – М.: Радио и связь – 1982
10 Фрумкин Г. Д. Расчет и конструирование РЭА – М.: Высшая школа – 1989
11 Фрунзе А. В. Микроконтроллеры? Это же просто – М.: Скимен – 2002
12 Хлюпин Н. Измеритель LC – Радио №7 – 2004
13 Черникова П. Д. Организация, планирования и управления на предприятиях РЭА промышленности – М.: Высшая школа – 1985
14 Шило В. Л. Функциональные аналоговые интегральные микросхемы – М.: Радио и связь – 1982
15 Сборник стандартов по ЕСКД
16 ОСТ4.Г0.050.009 Нормативы времени по сборочным работам
17 ОСТ4.Г0.050.011 Нормы времени по монтажным работам
18 Маркировка электронных компонентов – М.: Додэка – 2002
Приложение А
Инструкция по регулировке
При регулировке использовать блок питания Б5–25 и комплект катушек и конденсаторов.
Регулировщик должен откалибровать измеритель. Схема соединений приборов показана на рисунке А.1.

Рисунок А.1 – Схема соединений приборов.
Регулировку начинают с установки нуля DA1, движок резистора R8 должен быть в среднем положении, а тумблер SA1 желательно отсоединить от платы для снижения паразитной емкости входа. Показания индикатора при этом должны быть в пределах 0...3. Затем восстанавливают соединение SA1, нажимают и отпускают кнопку SB1. Через 2 сек. индикатор должен показывать 0...±1. После этого к входным клеммам подключают образцовую емкость и вращая движок R8 добиваются соответствия показаний истинному значению емкости. Цена младшего разряда 0,1 пФ. Затем необходимо проконтролировать весь диапазон и, при необходимости, уточнить положение движка R8 добиваясь точности не хуже 2...3%. Допустима и подстройка нуля, если показания в конце шкалы немного занижены или завышены. Но после каждого изменения положения движка R11 следует отключать измеряемую емкость и нажимать кнопку установки нуля.
Настроив прибор в режиме измерения емкости следует перевести SA1 в нижнее по схеме положение, закоротить входные гнезда и нажать SB1. После коррекции нуля на вход подключается образцовая катушка и резистором R3 выставляются необходимые показания. Цена младшего разряда 0,1 мкГн. При этом следует обратить внимание, чтобы сопротивление R3 было не менее 800 Ом, в противном случае следует уменьшить номинал R2. Если R3 получается больше 1 кОм, R2 надо увеличить. Т.е. R2 и R3 должны быть близки по номиналу. Такая настройка обеспечивает примерно одинаковую постоянную времени "заряда" и "разряда" катушки и, соответственно, минимальную погрешность измерения. На этом регулировка будет выполнена.