
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Реферат: Монтажная микросварка
Реферат: Монтажная микросварка
Министерство образования Республики Беларусь
Учреждение образования «Белорусский государственный университет информатики и радиоэлектроники»
кафедра РЭС
РЕФЕРАТ
На тему:
«МОНТАЖНАЯ МИКРОСВАРКА»
МИНСК, 2008
Монтажная микросварка применяется при монтаже кристаллов ИМС с помощью золотых и алюминиевых выводов. Процесс УЗ-микросварки основывается на введении механических колебаний УЗ-частоты в зону соединения, что приводит к пластической деформации приконтактной зоны, разрушению и удалению поверхностных пленок с созданием атомно-чистых (ювенильных) поверхностей, что интенсифицирует процесс образования активных центров и тем самым приводит к образованию прочного сварного соединения без большой пластической деформации свариваемых деталей.
Наиболее часто применяются продольные колебания частотой 66 кГц , вводимые в зону сварки с помощью волноводной системы (рис. 1.), состоящей из преобразователя 1, акустического трансформатора 2, концентратора 3. Колебания от рабочего инструмента 4 сообщаются проволочному выводу 5, совмещенному с контактной площадкой 6, расположенном на акустической опоре 7. Волноводная система крепится в узле колебаний держателем 8.
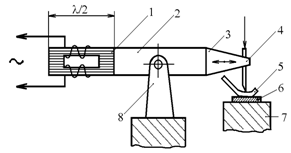
рис. 1. Схема ультразвуковой микросварки
Режим сварки на заданной частоте характеризуется следующими параметрами:
1) энергией ультразвуковых колебаний Е:
![]() ,
,
где A - амплитуда колебаний ( 2-5 мкм); F - частота колебаний; t - время микросварки. Увеличение времени сварки повышает прочность сварного соединения за счет роста суммарной площади очагов схватывания до определенного предела, увеличение времени более 3-5с приводит к усталостному разрушению соединения;
2) акустической мощностью Рак, вводимой в сварочную зону, которая связана с электрической мощностью Р, подводимой к преобразователю, соотношением
 ,
,
где hм - механический КПД преобразователя (0,5-0,7 для магнитострикционных, 0,8-0,9 для пьезоэлектрических); Р0 - мощность потерь на подмагничивание;
3) контактным усилием сжатия F, которое зависит от толщины свариваемых элементов и подводимой мощности. При недостаточном усилии сжатия не достигается необходимое сцепление между инструментом и деталью, так как происходит проскальзывание инструмента по детали. Увеличение усилия сжатия приводит к чрезмерной деформации сварной точки и снижению прочности соединения. Оптимальная степень обжатия вывода выбирается в соответствии с коэффициентом деформации 0,5-0,6:
 ,
,
где dпр - диаметр проводника; Нд - высота деформированной зоны;
4) формой рабочей части инструмента, которая выбирается из соображения, что длина деформируемого при сварке проводника должна быть равной 2-3 диаметрам проводника. Повышению прочности способствует небольшой паз в центре рабочей части вдоль свариваемой проволоки.
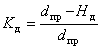
Функциональные особенности конструктивных элементов инструмента при УЗ-микросварке заключаются в следующем (рис. 2.):
· диаметр направляющего отверстия выбирается из условия устранения возможности забивки его материалом привариваемой проволоки:
![]() ;
;
· угол наклона направляющего отверстия определяется условиями перемещения инструмента на вторую сварку, зависит от высоты и длины проволочной перемычки:
![]() ,
,
где h - высота проволочной петли; g - перемещение стола. Оптимальная величина угла a составляет 30°;
·
длина рабочей части инструмента L определяет длину
деформируемой при сварке проволоки и выбирается из соотношения ![]() ; оптимальное значение L
составляет 0,1 мм для проволоки диаметром 27 мкм и 0,2 мм для проволоки
диаметром 60 мкм;
; оптимальное значение L
составляет 0,1 мм для проволоки диаметром 27 мкм и 0,2 мм для проволоки
диаметром 60 мкм;
· глубина продольного паза b зависит от коэффициента деформации kд = 0,6:
b = (0,01 - 0,05) мм;
· удаление выхода отверстия от задней кромки рабочей площади инструмента должно обеспечивать симметрию петли проволочной перемычки: lуд = 8 dпр;
· угол наклона задней кромки рабочей площадки b должен обеспечивать подрезку проволоки после второй сварки без остаточных напряжений в ней. Оптимальная величина угла b составляет 60°.
·
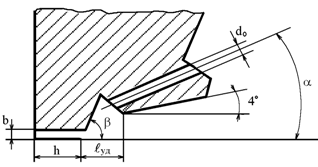
рис. 2. Рабочая часть инструмента для УЗ-микросварки
Для присоединения внахлест проволоки из алюминиевых сплавов УЗ-микросваркой используют капилляры из твердых сплавов типа ВК-20 с упрочненной рабочей поверхностью типа КУТ32 - 27 - 95 - 15, где КУТ - капилляр для УЗ - и термозвуковой сварки, 27 - диаметр проволоки, 95 - размер L, 15 - размер R.
Анализ факторов, влияющих на качество и надежность микросварных соединений, показывает, что все технологические параметры УЗ-микросварки оказываются настолько тесно связанными, что неудачный выбор одного из них изменяет ранее установленные значения других. Поэтому для обеспечения высокого качества и воспроизводимости ультразвуковой сварки важны: обеспечение заданной микрогеометрии поверхности контактных площадок; оптимизация технологических параметров УЗ-микросварки методом математического моделирования; разработка новых способов микросварки с активацией процесса физико-химического взаимодействия контактирующих металлов.
УЗ-микросварка позволяет соединять без значительного нагрева самые разнообразные металлы (алюминий, медь, никель, золото, серебро), а также металлы с полупроводниковыми материалами. Выполнение проволочного соединения контактной площадки на кристалле с траверсой корпуса требует наряду со сварочными операциями действий по совмещению инструмента с местом сварки на кристалле и корпусе схемы.
В 80-х гг. создана полностью автоматизированная установка УЗ-микросварки ЭМ-4020, имеющая управляющую микроЭВМ "Электроника-60",что резко увеличило производительность до 12500 сварок в час. Новое поколение установок, к которому относится ЭМ-4060, построено с применением линейных шаговых двигателей и системы технического зрения, что обеспечивает наивысшую производительность от 18 до 30 тыс. сварок в час (табл. 1).
Табл. 1 - Характеристика установок УЗ-микросварки
| Параметры | ЭМ-4020б | ЭМ-4060 | Мод. 1484 (США) |
| Производительность, сварок/ч | 14 000 | 16 000 | 18 000 |
| 27-60 | 25-40 | 20-60 | |
| Размеры рабочего поля стола, мм | 25´25 | 30´30 | 101´51 |
| Точность позиционирования, мкм | 25 | 20 | 3,2 |
| Усилие сжатия, Н | 0,2-1,2 | 0,2-1,2 | 0,2-0,25 |
| Тип сварочного соединения | Внахлестку | Встык-внахлестку | Термозвук, золотым шариком |
В новых моделях автоматов (ЭМ-4060П и ЭМ-4020П) для присоединения выводов ИМС используется единая стойка управления, состоящая из однотипных блоков управления, распознавания и питания ультразвуковых генераторов (УЗГ), а также прецизионные загрузочно-разгрузочные устройства (ЗРУ) и оптико-телевизионные системы.
Система технического зрения (СТЗ) позволяет распознавать и определять положение кристаллов и траверс. Положение корпуса определяется по одной траверсе при совмещении только по линейным координатам и по двум траверсам при совмещении по линейным координатам и углу. СТЗ может определять положение каждой траверсы индивидуально.
Усовершенствованная УЗ-система автоматов характеризуется следующими особенностями. Предусмотрена непрерывная автоматическая подстройка частоты (АПЧ) в полосе не менее 5 кГц с погрешностью отслеживания частоты резонанса ультразвукового преобразователя (УЗП) не более 20 Гц и времени захвата не более 20 мс. Встроенная модернизированная система контроля функционирования и компенсации ошибок АПЧ позволяет вдвое (по сравнению с ЭМ-4020б) уменьшить максимальную длительность компенсации ошибок АПЧ (время модуляции), увеличить устойчивость АПЧ и обеспечить заблаговременную сигнализацию об отказе системы.
В УЗ-системе имеется датчик, сигнализирующий о создании требуемого акустического контакта между инструментом и соединяемыми деталями и позволяющий не только определять позицию сварки по координате Z, но и увеличивать воспроизводимость качества соединений. Подача УЗ-колебаний на инструмент (дежурного сигнала) в промежутках между сварками снижает трение между инструментом и проволокой при формировании петли, облегчает отделение инструмента от сформированного соединения. Встроенное устройство контроля сварочных систем, программно и аппаратно поддержанное управляющей системой установки, позволяет осуществлять функциональное диагностирование УЗ-системы и непрерывное наблюдение за ходом процесса формирования каждого сварного соединения и на этой основе осуществлять 100%-й контроль качества при сборке ИМС любого типа в любом корпусе.
Для повышения качества и надежности микросварных соединений применяют различные методы активации: электрическим током и ИК-излучением. Импульс электрического тока пропускают через оба соединяемых элемента в направлении, обеспечивающем электроперенос диффузионно-подвижного металла в соединении (рис. 3, а). Поскольку в соединении Al-Ni алюминий обладает большим коэффициентом диффузии, чем никель, электрический ток через соединение стимулирует диффузионное взаимодействие в процессе микросварки, что приводит к образованию интерметаллидов Al3Ni, имеющих повышенную прочность, и вызывает увеличение надежности микросварного соединения.
рис. 3. Схемы УЗ-микросварки с токовой активацией (а) и ИК-активацией (б): 1 - генератор УЗ-колебаний; 2 - преобразователь; 3 - волновод; 4 - инструмент; 5 - проволока; 6 - контактная площадка; 7 - устройство токовой активации; 8 - блок питания; 9 - блок управления; 10 - блок ИК-активации
ИК-подогрев соединяемых элементов при УЗ-микросварке снижает до минимума эффект проскальзывания проволочного вывода, увеличивает его пластичность, степень деформации и фактическую площадь контакта вывода с контактной площадкой (рис. 3, б). Кроме того, тепловая активация соединения до температур, не превышающих температуру рекристаллизации металлов, участвующих в соединении, ускоряет диффузионные процессы в зоне контакта, что в итоге способствует увеличению прочности микросварных соединений и повышению надежности изделий.
Термозвуковая сварка (ТЗС) находит все возрастающее применение при сборке изделий микроэлектроники. В ТЗС соединения формируются в результате совместного действия температуры, энергии ультразвуковых колебаний сварочного инструмента и усилия нагружения инструмента. Данный способ сварки как бы объединяет отдельные качества термокомпрессионной и УЗ-сварки, обеспечивает высокое качество соединения при существенном смягчении режимов сварки, прежде всего температуры. ТЗС используется в первую очередь при автоматизированной сборке приборов, критичных к температурам свыше 200-250 °С. Применим этот способ сварки и для сборки толстопленочных ГИС. Качественные, устойчивые к повышенным температурам (150 °С) и термоциклированию (100 циклов; –55...+150 °С) соединения золотой проволоки с медными печатными проводниками получаются ТЗС при температуре подложки 105-200 °С. Практически ТЗС начинают широко применять и для сборки ИМС и БИС массовых серий с целью смягчения режимов и снижения критичности сварочного процесса к колебаниям качества соединяемых материалов.
Из всех видов сварки, применяемых в производстве изделий микроэлектроники, ТЗС является наиболее сложной в реализации, но отличается большой гибкостью в выборе режимов, а поэтому весьма перспективна для автоматизированной сборки. Использование при ТЗС ультразвуковой энергии наряду со снижением температуры обусловило ряд преимуществ: увеличение скорости, относительная легкость установления приемлемых режимов, улучшение свариваемости более широкой номенклатуры материалов соединяемых поверхностей. Важным достоинством ТЗС по сравнению с УЗС является меньшая критичность к жесткости конструктивных элементов корпуса.
Термокомпрессионной сваркой (ТКС) называют микросварку давлением в твердой фазе элементов, нагреваемых от постороннего источника теплоты, с локальной пластической деформацией в зоне сварки. Различают термокомпрессионную микросварку с общим, импульсным, косвенным и комбинированным нагревом.
Основными параметрами режима термокомпрессии являются: усилие сжатия соединяемых элементов F, температура нагрева инструмента Т, длительность выдержки под давлением t.
Выбор усилия сжатия F определяется допустимой деформацией присоединяемого проводника, которая для золотой проволоки составляет 50-70 %, алюминиевой - 60-80 %. Температура нагрева не должна превышать температуру образования эвтектики соединяемых материалов и находится в пределах 250-450 °С. Длительность выдержки выбирается в зависимости от сочетаний свариваемых материалов в диапазоне 1-10 для достижения максимальной прочности соединения.
Для сварки применяют золотую проволоку диаметром 30 мкм, которую обезжиривают в спирте и отжигают в течение 5 мин при температуре 600 °С. ТКС проводится внахлест (клином) (рис. 4, а) или встык, с образованием шарика (рис. 4, б). Шарик из золотой проволоки образуется в пламени водородной горелки или электрическим разрядом. Диаметр шарика составляет 1,5-2 диаметра проволоки. Правильная форма шарика и отсутствие оксидов на его поверхности улучшают качество соединений.
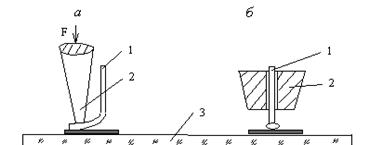
1 – проволока; 2 – инструмент; 3 – подложка
рис. 4. Схемы термокомпрессионной сварки:
Для ТКС рекомендуются рубиновые капилляры, имеющие более высокие износостойкость рабочих поверхностей, коррозионную стойкость и чистоту поверхности. Обозначение капилляра: КТ51-25-150-2-30 (КТ - капилляр для термокомпрессионной сварки, 25 - диаметр проволоки, 150 - диаметр D, 30 - размер R). Наибольшая прочность соединений достигается при использовании инструмента сложной формы: с ребром жесткости или типа "рыбий глаз" (рис. 5).
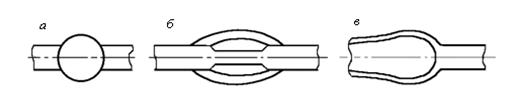
а - обычное; б - с ребрами жесткости; в - типа “рыбий глаз”
рис. 5. Типы термокомпрессионных соединений
После сварки в процессе электротренировки возможно появление интерметаллидов AuxAly: пурпурного AuAl2, затем рыжего, а через некоторое время фазы черного цвета, имеющих низкую прочность и высокое электрическое сопротивление. Скорость процесса разрушения соединения возрастает при повышении температуры. Расчеты показывают, что при температуре 100 °С падение прочности вдвое произойдет через 10 сут., а следующее падение прочности вдвое - через 7 лет.
Повышения качества ТКС добиваются подачей в зону сварки осушенного защитного газа (аргона, азота, формиргаза) и снижением температуры. Для ТКС используется современное автоматическое оборудование (табл. 2).
Табл. 2 - Характеристика установок термокомпрессионной сварки
| Параметры | ЭМ-4030 | ЭМ-4060 | Hitachi (Япония) | |
| 20-60 | 20-60 | 20-60 | 20-60 | |
| Способ соединения | Встык, внахлестку | Внахлестку | Встык, внахлестку | Встык |
| Температура нагрева, °С | 250-400 | 250-450 | 250-450 | До 450 |
| Контактное усилие, Н | 0,4-3 | 0,4-3 | 0,4-3 | 0,3-2,5 |
| Время сварки, с | 0,05-0,3 | 0,4-3,6 | 0,04-0,3 | 0,05-4,0 |
| Производительность, сварок/ч | 12 500 | 300 | 10 000 | 18 000 |
Преимущества ТКС заключаются в следующем: возможность сварки прецизионных элементов с минимальной толщиной до 5 мкм, некритичность к небольшим изменениям (±10 %) параметров режима сварки, возможность групповой технологии контактирования. К недостаткам следует отнести: небольшое число хорошо свариваемых материалов, ограничение толщин свариваемых элементов до 0,13 мм, сильную зависимость качества соединений от состояния свариваемых поверхностей, необходимость подогрева деталей до 350-400 °С, увеличенное значение переходного сопротивления контактов, возможность образования интерметаллидов, ухудшающих качество и надежность соединения.
Сварка расщепленным (сдвоенным) электродом применяется в технологии электрического монтажа, в частности при получении контактных соединений планарных выводов ИМС и ЭРЭ с контактными площадками плат, плоских ленточных проводов с выводами печатных разъемов и др. Метод пригоден для сварки таких материалов, как медь, серебро, золото, алюминий, никель толщиной 0,03-0,5 мм. Подготовка свариваемых поверхностей заключается в предварительном отжиге материалов для снятия внутренних напряжений и увеличения пластичности, обезжиривании поверхностей химическими растворами. Сварка выполняется электродом, изготовленным из вольфрама или молибдена в виде двух токопроводящих частей, разделенных зазором h = 0,02-0,25 мм, либо с помощью диэлектрической прокладки (рис. 6.).
Сварку осуществляют одним или несколькими импульсами конденсаторного разряда с различной длительностью, мощностью и интервалами между импульсами. Усилие прижима электродов при сварке 0,2-1,5 Н создается в момент нагрева до максимальной температуры и снимается до окончания действия импульса тока. При этом ИМС и ПП получают незначительную термическую нагрузку. Сварку проводят на установках типа "Контакт-3А" (производительностью 250 сварок в час), ЭМ-425А, ЭМ-220, ЭМ-441 (800-2300 сварок в час) при длительности сварочного импульса 0,02-0,8 с.
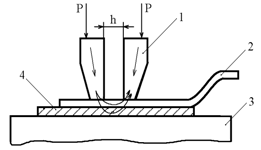
1 - электроды; 2 - вывод ИМС;3 - плата; 4 - контактная площадка
рис. 6. Схема сварки расщепленным электродом
К недостаткам рассмотренного способа относятся необходимость никелирования плат и золочения выводов ИМС, точное позиционирование выводов, трудность группового контактирования, более высокая стоимость по сравнению с пайкой.
Лазерную микросварку использует для проводов в полиуретановой изоляции, коваровых и никелевых выводов радиоэлементов с контактными площадками, плат, проволочных выводов ИМС внахлестку, проволоки малых диаметров из золота, меди, алюминия с напыленными на керамику, стекло, ситалл металлическими слоями и т. п. Преимущества лазерного излучения:
· высокая локализация мощности в зоне нагрева (до 1000 МВт/м2);
· безынерционность воздействия, что позволяет вести нагрев импульсами малой длительности (1-10 мс) и очень точно дозировать энергию излучения;
· очень малая зона термического влияния (0,03-0,25 мм) при минимальном диаметре пятна нагрева 0,01 мм;
· не требуется вакуум, работа может выполняться в атмосфере любого состава;
· возможны соединения материалов с существенными различиями оптических, теплофизических и механических свойств;
· легкость автоматизации путем применения микропроцессоров и транспортных систем.
Источником лазерного излучения являются оптические квантовые генераторы (ОКГ), которые по агрегатному состоянию рабочего вещества подразделяются на газовые, жидкостные и твердотельные. В зависимости от способов возбуждения рабочего вещества ОКГ работают с оптической либо химической накачкой в непрерывном или импульсном режиме, а также в режиме синхронизации модуляции.
ОКГ на неодимовом стекле и рубине имеют высокую удельную мощность (до 10 000 МВт/м2), однако их применение ограниченно из-за низких эффективности и частоты следования импульсов. ОКГ на алюмоиттриевом гранате (АИГ) имеют рабочую длину волны 1,06 мкм и обеспечивают удельную мощность до 1000 МВт/м2 в сочетании с высокой частотой следования импульсов (до 20 Гц) благодаря низкому порогу накачки и хорошей теплопроводности рабочего вещества. Газовый лазер на СО2 работает с еще большей эффективностью как в непрерывном, так и в импульсном режиме, однако его излучение длиной волны 10,6 мкм хорошо отражается металлами.
Алюмоиттриевый гранат - монокристаллический материал, выращенный с ориентацией по кристаллографической оси <100>. Он представляет собой соединение Al2O3 и отличается очень высокой теплопроводностью (0,13 Вт/(см·К)), малым коэффициентом теплового расширения (6,96·10–6 К–1 ), высокой механической прочностью (175 МПа), а также малым порогом возбуждения. Для генерации излучения в состав АИГ вводятся активизирующие ионы трехвалентного неодима - элемента из группы лантанидов - в количестве 0,5-1 %.
Мощность лазерного излучения 125 Вт достигается благодаря использованию двух активных элементов в излучателе. Коэффициент пропускания выходного зеркала (до 20 %) является оптимальным и обеспечивает максимальную мощность лазерного излучения при номинальной силе тока, проходящего через лампу накачки. Активный элемент и лампа накачки размещаются в непосредственной близости друг от друга и помещаются в отражатель, повышающий долю энергии светового излучения лампы.
Основным элементом излучателя является квантрон, в состав которого входят активный элемент, отражатель, корпус, штуцера охлаждения, фланцы и втулки крепления. Отражатель представляет собой моноблок из легированного европием кварцевого стекла в форме эллиптического цилиндра с полированной боковой поверхностью, покрытой слоем серебра. На внешний слой моноблока нанесено защитное покрытие из меди и никеля.
Кварцевое стекло отражателя с легирующими добавками не пропускает вредное для активного элемента ультрафиолетовое излучение лампы накачки, что позволяет использовать во внутреннем контуре системы охлаждения лазера дистиллированную воду без каких-либо фильтрующих добавок и тем самым значительно повышает эксплуатационные свойства лазера. Благодаря эллиптической форме отражателя распределение энергии накачки по сечению активного элемента имеет максимум в центральной части, что увеличивает эффективность генерации излучения.
Активный элемент типа ГП 6,3х100 выполнен в виде круглого стержня диаметром 6,3 мм и длиной 100 мм, изготовлен из монокристалла АИГ, активированного трехвалентными ионами неодима. Резонатор излучателя образован двумя зеркалами с многослойными диэлектрическими отражающими покрытиями. Основу зеркал составляют подложки, имеющие вид шайб диаметром 40 мм, толщиной 4 мм, изготовленные из стекла КУ-1. Выходное зеркало имеет коэффициент пропускания 20±2 %, а глухое - не менее 0,2 %. Изменение положения поверхности зеркала относительно оси лазерного излучения (юстировку) осуществляют путем поворота юстировочных винтов.
Система охлаждения лазера - жидкостная двухконтурная с теплообменным устройством типа "вода-вода" и термостабилизацией охлаждающей жидкости, циркулирующей по замкнутому контуру с помощью жидкостного насоса. Наряду с хорошими теплофизическими характеристиками, доступностью и безопасностью охлаждающая вода имеет высокие стабильные коэффициенты пропускания излучения, оптической накачки и способностью отфильтровывать инфракрасную часть спектра. Во внутреннем контуре используют только дистиллированную воду.
Средняя мощность излучения в импульсе
![]() ,
,
где Е - энергия излучения; t - длительность импульса.
При непрерывном излучении лазера длительность воздействия
![]() ,
,
где d - диаметр луча; v - скорость сканирования
платы относительно луча. Тогда средняя мощность излучения ![]() , а средняя плотность мощности излучения для луча
круглой формы
, а средняя плотность мощности излучения для луча
круглой формы ![]() .
.
Для оценки мощности лазерного излучения используют измеритель средней мощности и энергии импульсов ОКГ ИМО-2, имеющий погрешность 10 %.
Промышленность выпускает ряд автоматов лазерной сварки и пайки с программным управлением на базе лазера ЛТН-102А: для сварки - установки типа "Квант-10", "Квант-12" с энергией излучения до 15 Дж и частотой 60 импульсов в секунду, для пайки - ПЛП-2, "Квант-50", "Квант-52" производительностью до 330 соединений в минуту и мощностью излучения 125 Вт.
К недостаткам лазерного излучения как активирующего фактора при пайке и сварке относятся: сложность технологического оборудования; нестабильность лазерного излучения во времени; особые требования техники безопасности; возможность термической деструкции диэлектрического основания печатной платы из-за значительного поглощения лазерного излучения этими материалами; большая энергоемкость, малый КПД ( около 1 %); повышенные требования к точности изготовления плат; необходимость точного совмещения платы с фокальной плоскостью лазера.
При монтажной микросварке не допускаются следующие дефекты: обрыв проволочного вывода и пересечение выводов; утончение вывода более 1/4 диаметра; расстояние между привариваемыми проволоками меньше трех диаметров проволоки; высота петли более 0,3 мм над уровнем кристалла; сильное натяжение, изгиб проволочного провода, приводящий к соприкосновению его с кристаллом; длина свободных концов проволоки более одного диаметра в соединении с контактными площадками кристалла и более трех диаметров - с траверсами; смещение сварных соединений за пределы контура траверсы.
Литература
1. Технология поверхностного монтажа: Учеб. пособие / Кундас С.П., Достанко А.П., Ануфриев Л.П. и др. – Мн.: «Армита - Маркетинг, Менеджмент», 2000.
2. Технология радиоэлектронных устройств и автоматизация производства: Учебник/ А.П. Достанко, В.Л.Ланин, А.А. Хмыль, Л.П. Ануфриев; Под общ. ред. А.П. Достанко. – Мн.: Выш. шк., 2002
3. Гуськов Г.Я., Блинов Г.А., Газаров А.А. Монтаж микроэлектронной аппаратуры М.:Радио и связь, 2006.-176с.