
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Дипломная работа: Модернизация технологической линии производства вареных колбас на ОАО "Борисоглебский мясокомбинат"
Дипломная работа: Модернизация технологической линии производства вареных колбас на ОАО "Борисоглебский мясокомбинат"
Содержание
Введение
1. Анализ современных технологий и техники производства вареных колбас
1.1 Описание технологии производства как системы процессов
1.1.1 Характеристика колбасных изделий
1.1.2 Требования к сырью и материалам
1.1.3 Требования к готовой продукции
1.1.4 Рецептура
1.1.5 Технологический процесс
1.1.6 Машинно-аппаратурная схема производства вареных колбас
1.2. Обзор современных конструкций
1.2.1 Волчки
1.2.2 Фаршемешалки
1.3 Патентная проработка
2. Описание разработанного объекта
2.1 Техническая характеристика и описание конструкции фаршемешалки ЛПК 1000Ф
2.2 Техническая характеристика и описание конструкции волчка ЛПК 1000В
3. Бизнес – план реализации проекта
3.1 Резюме
3.2 Характеристика продукции
3.3 Обоснование рынков сбыта
3.4 Характеристика конкурентов и выбор конкурентной стратегии
3.5 Производственный план
3.6 Календарный план
4. Инженерные расчеты
4.1 Технологические расчеты
4.1.1 Технологический расчет волчка
4.1.2 Технологический расчет фаршемешалки
4.1.3 Технологический расчет шприца ФШ2-ЛМ
4.2 Кинематический расчет привода мешалки
4.2.1 Расчет параметров цепной передачи
4.2.2 Расчет зубчатого зацепления
4.3 Расчёт шнекового питателя волчка
4.4 Расчеты, подтверждающие работоспособность
4.4.1 Расчет вала шнека на прочность
5. Организация монтажа, эксплуатации и ремонта оборудования
5.1 Проведение монтажных работ
5.2 Испытания трубопроводов
5.3 Особенности наладки технологической линии
5.4 Монтаж, ремонт и эксплуатация фаршемешалки
5.5 Монтаж, ремонт и эксплуатация волчка
5.6 Техническое обслуживание и ремонт оборудования
6. Безопасность и экологичность проекта
6.1 Производственная безопасность
6.1.1 Физические опасные и вредные производственные факторы
6.1.2 Химические опасные и вредные производственные факторы
6.1.3 Биологические и психофизические опасные и вредный производственные факторы
6.2 Экологическая безопасность
6.3 Безопасность в чрезвычайных ситуациях
6.4 Расчет количества теплоты, влаги и диоксида углерода
7. Технико-экономический расчет
7.1 Расчёт капиталовложений
7.2 Расчет дополнительных текущих расходов
7.3 Экономия текущих затрат
7.4 Расчет годового экономического эффекта и показателя рентабельности и капиталовложений
Заключение
Список используемых источников
Введение
Анализ состояния мясоперерабатывающей промышленности за последние три года показал, что, несмотря на наличие позитивных сдвигов (замедление спада производства, рост числа приватизированных предприятий, восстановление разрушенных хозяйственных связей и т.п.), эти процессы пока не привели к стабилизации экономики, не стимулируют рост производства и его техническое перевооружение. В пищевой, и в частности, мясоперерабатывающей промышленности углубляется кризис научно-технического развития.
В настоящее время около 40 % мясокомбинатов находятся в предаварийном состоянии. Только около 16 % зданий и сооружений построено по типовым проектам и отвечают современным требованиям. Крайне низок уровень автоматизации технологических процессов, применения современных машин и аппаратов, а также автоматизированных технологических линий. Из-за остаточного принципа долгосрочного кредитования прекращено строительство большого количества перерабатывающих заводов и комбинатов. Развитие мясоперерабатывающей отрасли тормозится как физическим и моральным износом действующего оборудования, так и необеспеченностью новым, а также системами автоматизации.
Обновление парка основного технологического оборудования на мясоперерабатывающих предприятиях в целом не превышает 3-4 %. Из выпускаемого оборудования лишь 8-9 % этого количества составляют поточные автоматизированные линии.
Отраслевая наука не получает необходимой государственной поддержки и многие уже выполненные разработки остаются невостребованными.
Из вышесказанного становится очевидной актуальность модернизации линии производства сарделек на Воронежском хладокомбинате с предварительным анализом современного уровня развития машин этих видов в РФ и мировом производстве, а также тенденций развития этой техники в будущем.
1. Анализ современных технологий и техники производства вареных колбас
1.1 Описание технологии производства как системы процессов
1.1.1 Характеристика колбасных изделий
Колбасными изделиями называют изделия, приготовленные на основе фарша с солью, специями и добавками, в оболочке или без нее, и подвергнутые тепловой обработке до готовности к употреблению. Химический состав и энергетическая ценность некоторых видов колбас представлены в таблице 1.1.
Таблица 1.1- Химический состав и энергетическая ценность некоторых видов вареных колбас
| Виды вареных колбас | Массовая доля, % | Энергитическая ценность | ||||
| воды | белков | жиров | углеводов | кДж | ккал | |
| диетическая | 71,6 | 12,1 | 13,5 | — | 697 | 120 |
| докторская | 60,8 | 12,8 | 22,2 | 1,5 | 1053 | 257 |
| столовая | 63,7 | 11,1 | 20,2 | 1,9 | 959 | 234 |
Продукты убоя сельскохозяйственных животных, из которых производятся колбасы, являются многокомпонентными, структурно-сложными системами, свойства которых изменяются под воздействием тканевых ферментов, микроорганизмов и других факторов. Поэтому обязательным условием выпуска продукции высокого качества является правильный подбор сырья и строгое соблюдение режимных параметров всех стадий технологического процесса производства. При производстве колбас, сходных по своему рецептурному составу, целесообразно готовить единую основу и добавлять к ней компоненты, характерные для данных наименований колбас. Производство колбас на основе единого фарша позволяет освободить оборудование и увеличить объем производства.
1.1.2 Требования к сырью и материалам [1]
Колбасы должны вырабатываться в соответствии с требованиями технических условий, по технологической инструкции, утвержденной в установленном порядке, с соблюдением правил ветеринарного осмотра убойных животных и ветеринарно-санитарной экспертизы мяса и мясных продуктов и санитарных правил для предприятий мясной промышленности, утвержденных в установленном порядке, а также Медико-биологических требований и санитарных норм качества продовольственного сырья и пищевых продуктов № 5061-89, утвержденных 01.08.89.
Колбасные изделия вырабатывают из говядины, свинины, баранины, мяса птицы и субпродуктов I и II категорий. Для изготовления продукции используют сырье от здоровых животных без признаков микробиологической порчи и прогоркания жира.
При производстве колбасных изделий используют мясо и субпродукты в парном, остывшем, охлажденном, замороженном и размороженном состоянии. Парное и остывшее сырье направляют только на выработку вареных изделий. Сырье поступает на переработку в виде туш, полутуш, отрубов и замороженных блоков из жилованного мяса, которые могут быть направлены на переработку без предварительного размораживания. В зависимости от рецептуры могут использоваться белковые препараты растительного и животного происхождения — соевый изолят и концентрат, казеинат натрия, белковый стабилизатор, мясную массу, полученную методом механического прессования или при обработке кости солевыми растворами, и др. В зависимости от вида колбас в их состав вводят хребтовый или боковой шпик.
В качестве посолочных материалов используют поваренную соль не ниже I сорта, нитрит натрия, который применяют только в виде водного раствора 2,5%-ной концентрации. Указанные ингредиенты влияют на вкус и цвет, способствуют подавлению развития микроорганизмов. Наряду с ними в состав рецептур могут входить сахар-песок, аскорбиновая кислота и ее соли и др. Для улучшения вкусоароматических показателей изделий предусматривается использование специй, пряностей, приготовленных из них экстрактов, а также искусственных ароматизаторов.
Для выработки вареных колбас применяют следующие сырье
и материалы: ![]()
а) говядину жилованную высшего сорта с массовой долей жировой и соединительной ткани не более 20 %;
б) жир-сырец говяжий или свиной, полученный при жиловке говядины, свинины в соответствии с технологической инструкцией по разделке, обвалке, жиловке мяса;
- обрезь свиную или говяжью по ТУ 9212-460-00419779;
- свинину по ГОСТ 7724-77 и в парном состоянии, и полученные при ее раздке;
а) свинину жилованную полужирную с массовой долей жировой ткани от 30 до 50 %;
- баранину жилованную односортную - мышечная ткань с содержанием соединительной и жировой ткани не более 20%;
- мясо птицы (тушки кур, уток, гусей) по ГОСТ 21784-76 мясо цыплят-бройлеров по ГОСТ 25391-82;
- вкусо-ароматические добавки: «Аромата», «Чесночная» и другие;
- пищевые добавки, ароматизаторы, красители пищевые, усилители вкуса, стабилизаторы цвета, смеси специй и пряностей и другие пищевые добавки и ингредиенты фирмы «Стар- Кейсииг», получаемые по импорту, разрешенные к применению органами и учреждениями Госсанэпидем службы России;
- белки соевые: изолированные или коагулированные;
- воду питьевую по СанПиН 2.1.4.1074-01;
- соль поваренную пищевую по ГОСТ Р 51574-2000, варочную или каменную;
- перец черный или белый яо ГОСТ 29050-91;
-кориандр по ГОСТ 29055-91;
-яйца куриные пищевые по ГОСТ Р 52121-2003;
-меланж яичный замороженный по ГОСТ 30363-96;
-яичный порошок по ГОСТ 30363-96;
-лук репчатый свежий, реализуемый ГОСТ 1723-86.
Оболочки, применяемые при производстве колбасных изделий с целью придания им формы, защиты от загрязнений и излишних потерь массы, подразделяют на натуральные кишечные и искусственные. Кишечные оболочки должны быть хорошо очищены от содержимого, слизистого и жирового слоев, не иметь патологических изменений. Искусственные оболочки подразделяют на белковые (кутизин, безкозин и др.), целлюлозные (вискозные и целлофановые), синтетические (полиамидные), съедобные (альгинатные и пектиновые). Искусственные оболочки должны быть установленного размера, достаточно прочными и эластичными. К необходимым характеристикам относятся также влаго- и газопроницаемость, хорошие адгезионные свойства, устойчивость по отношению к микроорганизмам. По маркировке колбасной искусственной оболочки можно установить наименование, сорт продукции и другие показатели. При изготовлении каждого вида и сорта колбас используют оболочки определенного вида и калибра. С целью фиксации размеров колбасных батонов и уплотнения фарша применяют шпагат, льняные нитки и алюминиевые скобы.
1.1.3 Требования к готовой продукции [1]
Колбасные изделия допускается направлять в реализацию только при соответствии их показателей качества требованиям действующей нормативно-технической документации.
Качество готовой продукции оценивают по результатам определения органолептических показателей и данных, характеризующих содержание воды, соли и нитритов. При сертификации продуктов наряду с указанными показателями определяют концентрацию вредных веществ.
При внешнем осмотре колбасных изделий оценивают состояние поверхности батонов. Она должна быть чистой, сухой, без повреждений, пятен, слипов, бульонных и жировых отеков. Оболочка (за исключением целлофановой) должна плотно прилегать к фаршу.
При органолептической оценке колбас и копченостей определяют их консистенцию. Вареные и колбасы должны иметь упругую консистенцию. Окраска колбас и копченостей на разрезе должна быть равномерной розовой или красноватой, без серых пятен. Цвет шпика белый или розовый без желтизны.
Фарш колбасных изделий должен быть плотным, без пустот, с равномерным распределением кусочков шпика установленной формы и размера.
Таблица 1.2- Регламентированное содержание влаги, соли, нитрита натрия, остаточной активности кислой фосфатазы
| Вид колбас | Массовая доля, % | |||
| Влага | Соль | Натрия нитрит | Остаточная активность кислой фосфатазы | |
| Вареная | 60…70 | 2…2,5 | не более 0,005 | 0,006 |
Готовый продукт должен иметь приятный вкус и запах с ароматом пряностей, специй и копчения без посторонних оттенков. У вареных изделий вкус в меру соленый, у копченых — острый, без неприятного привкуса.
В соответствии с нормативно-технической документацией в готовых изделиях регламентируется содержание влаги, соли, нитрита натрия, остаточной активности кислой фосфатазы таблица 1.2.
1.1.4 Рецептура
В таблице 1.3 приведена рецептура колбасы «Вареная докторская высшего сорта (ГОСТ Р 52196-2003)» и в таблице 1.4- колбасы «Вареная любительская высшего сорта (ГОСТ Р 52196-2003)»
Колбаса «Вареная докторская высшего сорта (ГОСТ Р 52196-2003)»:
- оболочки: круга диаметром 50 ... 55 мм (№4) и свыше 55 мм (№ 5); искусственные, разрешенные к использованию, маркированные, оболочки диаметром 65 ... 120 мм; пузыри говяжьи и свиные.
- форма, размер и вязка батонов : прямая или овальная.
Выход продукта. 109 % от массы несоленого сырья.
Таблица 1.3- Рецептура колбасы «Вареная докторская высшего сорта
| Наименование сырья, пряностей и материалов | Норма |
| Сырье несоленое, кг на 100 кг | |
| говядина жилованная высшего сорта | 25 |
| свинина жилованнаяполужирная | 70 |
| яйца куриные или меланж | 3 |
| молоко коровье, сухоецельное или обезжиренное | 2 |
| Пряности и материалы, г на100 кг несоленого сырья | |
| соль поваренная пищевая | 2090 |
| натрия нитрит | 7,1 |
| сахар-песок или глюкоза | 200 |
| орех мускатный или кардамон молотые | 50 |
| Итого | 100 |
Таблица 1.4 - Рецептура колбасы «Вареная любительская высшего сорта
| Наименование сырья, пряностей и материалов | Норма |
| Сырье несоленое, кг на 100 кг | |
| говядина жилованная высшего сорта | 35 |
| свинина жилованнаянежирная | 40 |
| шпик хребтовой | 25 |
| Пряности и материалы, г на100 кг несоленого сырья | |
| соль поваренная пищевая | 2500 |
| натрия нитрит | 5,6 |
| сахар-песок или глюкоза | 100 |
| орех мускатный или кардамон молотые | 55 |
| смесь пряностей № 1 вместо сахара и пряностей | 250 |
| перец черный или белый молотый | 85 |
| Итого | 100 |
Колбаса «Вареная любительская высшего сорта (ГОСТ Р 52196-2003)»:
- оболочки: синюги говяжьи и бараньи: круга говяжьи диаметром 50... 55 мм (№ 4) и свыше 55 мм (№ 5); искусственные оболочки, разрешенные к использованию, маркированные, диаметром 65...120 мм.
- форма, размер и вязка батонов: прямая или изогнутая, длина до 50 см. Выход продукта. 107 % от массы несоленого сырья.
1.1.5 Технологический процесс
Технологический процесс вареных колбас состоит из следующих стадий:
- приемка сырья;
- убой и обескровливание;
- обвалка, жиловка;
- предварительное измельчение мясного сырья;
- посол мяса;
- созревание;
- тонкое измельчение и приготовление фарша;
- шприцевание фарша в оболочку;
- вязка батонов и навешивание в раму;
- термообработка (осадка, обжарка и варка);
- охлаждение и хранение.
Животные поступают на комбинат в специальных автоприцепах, расчитаных на перевозку до 50 голов свиней и 30 голов КРС, оборудованных для перевозки и снабженных климат –системой. Далее все животные проходят первоначальную инспекцию и ветеринарный осмотр, на наличие видимых повреждений и симптомов болезней. Затем, прошедшие животные направляются в цех убоя.
Животные попадают на фиксирующий конвейер, где производится их душирование, оглушение. После оглушения электрическим током животное направляется по средствам подвесного пути на обескровливания. Крупный рогатый скот обескровливают через 1,5 мин после оглушения, свиней — через 1 мин. Полнота обескровливания определяется выходом крови, вытекающей в течение 6 мин после вскрытия кровеносных сосудов. Она должна составлять 50—60 % содержащейся в теле животного крови или не менее 4,5 % массы КРС и не менее 3,5 % массы свиней. Часть крови, оставшейся в туше, удаляется при извлечении внутренних органов. Затем обескровленная туша по подвесному пути направляется шпарку. Шпарка- кратковременная обработка поверхности туш свиней при температуре теплоносителя (воды) 51-83° С с целью ослабления связи между подлежащими удалению частями (волосом, щетиной) и самим объектом. Шпарку производят в чане шпарительном конвейеризированном, который имеет в конце скребмашину для удаления щетины. После выхода туши из скребмашины ее подвешивают на монорельсовый путь, и она направляется в опалочную печь. По пути туша проходит пункт рабочего-щетинщика. На этом пункте производится осмотр туши и удаление оставшихся частей щетины в труднодоступных местах.
Пройдя опаливание туша двигаясь по подвесному пути проходит пункт душирования. Душирование производят из шланга рабочие, чтобы смыть остатки щетины и эпидермиса после опаливания. Затем тушу вскрывают и извлекают внутренние органы. Вскрытая туша продолжает двигаться по монорельсовому пути, а ее извлеченные органы по конвейерной ленте, расположенной под монорельсом. Это позволяет производить инспекцию и отбор органов, а также в случае обнаружения заболеваний органов отметить соответствующую тушу. После инспекции туши отравляют на распиловку. Учитывая небольшой объем производства распиловку проводят переносными дисковыми пилами.
Затем 45…60% полученных полутуш отправляют в холодильный отсек для хранения, а остальные в цех обвалки и жиловки . Внутренние органы проходят еще раз инспекцию, промываются и направляются на хранение с дальнейшей реализацией.
В цехе обвалки и жиловки свиные полутуши разделываются на 3 части: лопатку, среднюю часть и окорока. Эту стадию осуществляют на подвесном пути с помощью секача. Далее полученные отрубы отправляют на конвейерный стол обвалки и жиловки марки РЗ-ФЖ2В. Жиловка включает в себя: удаление из обваленного мяса хрящей, жира, сухожилий, косточек, кровоподтеков, кровеносных сосудов, крупных нервных сплетений и других малоценных в пищевом отношении включений. При жиловке мяса одновременно нарезают на куски (для ручной последующей нарезки массой до 500 - 600 г. для машинной -до 2 кг).Далеевыполняют дифференцированную обвалку. Ее производят на конвейере бригадным методом, при которой обвальщик работает за одним столом с жиловщиками, что устраняет излишнее транспортирование мяса, повышает производительность труда, улучшает санитарное состояние мяса. Соотношение обвальщиков и жиловщиков на конвейере 2:1. После конвейера мясо в напольных тележках отправляется на весовой контроль на весы.
Измельчение мяса производят на волчке через решетку с отверстиями 12-25 мм (шрот) или мелко через решетку с диаметром отверстий 2-3 мм (фарш).
Мясо солят либо до измельчения на волчке в кусках массой 0,4-1,0 кг, либо измельченное в виде шрота или фарша из расчета на 100 кг мяса 2,0-2,5 кг соли с добавкой нитрита в виде раствора концентрацией не выше 2,5 %. Посоленное мясо выдерживают при температуре 3-4 °С в кусках 48 часов, в виде шрота - 24 часа [9].
В настоящее время широко практикуется посол фарша рассолом, при котором процесс ускоряется с 24 до 6 часов. Для приготовления рассола на 100 дм3 воды добавляют 26 кг соли и 75 г нитрита. Затем фарш подают в фаршемешалку, откуда он помещается в камеру созревания с температурой 2-4 °С и выдерживают 6 часов. При посоле, в первую очередь, изменяется влагосвязывающая способность мяса. Это связано с тем, что при добавлении соли количество активных центров молекул белков увеличивается, в результате возрастает влагосвязывающая способность фарша. Влагоудерживающая и жироудерживающая способности сырья тоже увеличиваются, что обусловлено увеличением доли солерастворимых белков, находящихся в растворенном состоянии.
После выдержки мясо подают в куттер. Смешивание компонентов каждого наименования вареных колбас осуществляется куттере. При приготовлении фарша в мясо добавляют все предусмотренные для каждого вида колбас добавки, а также цельное молоко и воду. В зависимости от вида колбас вода добавляется в количестве от 10 до 30 % от массы мяса, а так же чешуйчатый лед. При изготовлении колбасных изделий требуется тонко измельченная однородная структура фарша. Фарш интенсивно перемешивается в куттере в течении 8-10 минут при температуре 8-10 °С, которая поддерживается с помощью внесения чешуйчатого льда, производится тонкое измельчение мяса ножевой головкой, содержащей до 10-ти ножей, вращающихся с частотой от 2000 до 4000 об/мин. Для повышения качества фарша, его внешнего вида и вкуса куттер содержит систему вакуумирования внутренней полости с созданием вакуума 0,039-0,059 МПа.
Для выработки кусочков шпика в линии производства некоторых видов колбас применяется шпигорезка и еще одна фаршемешалка, в которую подают фарш после куттерования и шпик. Время перемешивания мяса в фаршемешалке составляет 4-16 минут.
Оболочки заполняют фаршем на вакуумных шприцах при давлении 0,049-0,059 МПа. Отсос воздуха из фарша при вакуумировании обеспечивает высокое качество колбасных изделий.
При вязке отжимают во внутрь оболочки фарш, прочно завязывают шпагат на конце, делая петлю для навешивания батонов на раму.
При термической обработке колбасные изделия проходят три стадии тепловой обработки: осадку, обжарку и варку. В настоящее время эти процессы объединяются в одном универсальном агрегате периодического действия типа РЗ-ФАТ-12, что позволяет автоматизировать процесс термической обработки колбасных изделий.
Осадка - один важных процессов, обеспечивающих монолитность колбасных батонов, это процесс восстановления нарушенной при шприцевании коагуляционной структуры фарша. Осадка производится в специальных камерах, где поддерживаются определенные температурно-влажностные режимы: температура 2-4 °С, относительная влажность воздуха 85-90 %. После осадки вареные колбасы, направляют на обжарку, т.е. обработку горячими дымовыми газами для придания хорошего товарного вида и некоторого дубления белковой оболочки. Обжарка колбасных изделий производится при температуре до 100 °С, в течение 60-140 мин, относительной влажности 10-20 %, при скорости движения дымовоздушной среды до 2 м/сек обеспечивает равномерность и интенсивность окраски поверхности и достижения температуры в центре батона 40-50 0С.
Варка – термическая обработка колбасных батонов, в результате которой получается готовый к употреблению продукт. Процесс варки производится паровоздушной смесью при температуре 85-90 °С и относительной влажностью 90 %. Окончание процесса варки также определяется по температуре внутри контрольного батона, которая в зависимости от вида готовых продуктов должна быть от 68 до 72 °С [1].
После варки варёные колбасные изделия охлаждают водой, а затем воздухом. Охлаждение проводят для снижения потерь массы, предотвращения порчи и сохранения надлежащего товарного вида изделий после тепловой обработки. Применяют двухстадийную холодную обработку: вначале холодной водой в универсальных термокамерах в течение 10 минут, а затем в камерах воздушного охлаждения при температуре не выше 8 0С и относительной влажности воздуха 95 %. При охлаждении водой сокращается продолжительность процесса в результате повышения коэффициента теплоотдачи. Однако охлаждение водой проводят лишь до температуры 27-30 °С [9]. С целью испарения оставшейся на поверхности батонов влаги и подсушивания оболочки колбасы доохлаждают в воздушной среде в охлаждаемых помещениях до достижения температуры в центре батона не выше 15 0С. При более продолжительном охлаждении водой поверхность батонов колбасы не подсыхает, в связи с чем, возможна быстрая микробиальная порча увлажненных колбас, в частности быстрое развитие плесени. При охлаждении водой с поверхности батонов смываются жировые подтёки, остатки бульона и другие загрязнения, предотвращается морщинистость оболочки.
После охлаждения водой колбасные изделия на этих же рамах по подвесному конвейеру направляют в камеры охлаждения, где поддерживают температуру воздуха 0-4 °С и относительную влажность около 95 %. Продолжительность этой стадии охлаждения от 4до 8 часов. К концу охлаждения температура изделий должна достигнуть 8-10 °С. Охлаждение до более низкой температуры не рекомендуется, так как при попадании в более тёплые помещения колбасы «отпотевают» в результате конденсации на их поверхности влаги. При этом оболочка их тускнеет, внешний вид ухудшается, и создаются благоприятные условия для развития плесени [9].
Колбасные изделия хранят в камерах, в которых поддерживается определённая температура и относительная влажность воздуха. Варёные колбасы хранят в охлаждённом состоянии до 72 часов в натуральной оболочке и до 30 суток в полиамидной, при температуре не выше 6 °С и относительной влажности в пределах 95 % [1].
1.1.6 Машинно-аппаратурная схема производства вареных колбас
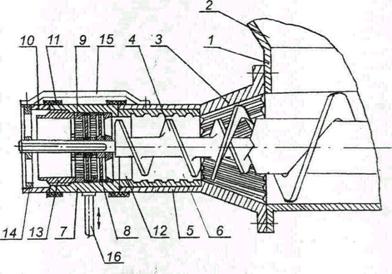
Машинно-аппаратурная схема линии ДП-260602-91-2008-ФИШ-00.00.000 Т3. На столе поз.1 мясо режется на куски 0,05-0,1 кг и загружается измельчение в волчок поз. 2, туда же загружаются посолочные ингредиенты. Основным устройством волчка является режущий механизм, работающий по принципу "нож-решетка".Далее с помощью напольных тележек поз12, полученный фарш направляется в фаршемешалку поз. 3 для более тщательно перемешивания с посолочными ингредиентами.
Фарш загружается в дежу и перемешивается двумя параллельными валами со встречным вращением, на каждом из которых имеются по две лопасти, изогнутые по винтовой линии. Из фаршемешалки поз. 4 фарш поступает в камеру созревания поз. 4, с помощью тазиков поз. 16. После этого фарш из тазиков загружается в куттер поз. 5 для тонкого измельчения и перемешивания и получения тонкой однородной структуры, туда же вносятся все необходимые по рецептуре ингредиенты.
Принцип действия куттера основан на измельчении сырья при помощи режущих инструментов ножей совершающих вращательное движение. Для выполнения технологических операций режущие инструменты собирают в рабочий механизм - режущую головку. Во время измельчения в фарш вносится чешуйчатый лед, подающейся из льдогенератора поз. 14. По окончании измельчения и перемешивания сырье готовый фарш, выгружается из чаши в тележку поз. 12. Вращающийся диск выгружателя захватывает фарш и направляет его на лоток, откуда фарш попадает в тележку. Далее, если необходимо по рецептуре, фарш направляется во вторую фаршемешалку поз. 6 для смешивания со шпиком, полученным на шпигорезке поз. 13.Из нее (или сразу из куттера, если нет необходимости вносить шпик) продукт подъемником подается в шприц поз. 7 для нагнетания фарша в оболочки. Батоны в ручную обвязывают шпагатом на столе для вязки батонов поз.8 и навешивают на стержни рамы поз. 9. Рама с навешанной продукцией помещается в термоагрегат поз. 10 для окончательной обработки колбасных изделий. В термокамере последовательно осуществляются все стадии термообработки и охлаждения. После термокамеры готовая продукция отправляется на хранение в камеру хранения поз. 11.
1.2 Обзор современных конструкций
1.2.1 Волчки
Волчки относятся к группе машин для среднего, мелкого и тонкого измельчения.
Волчки используют для среднего и мелкого измельчения сырья. Основные части волчка — механизмы подачи, измельчения и привод. Механизм подачи имеет загрузочный бункер, в котором либо смонтирован питатель (принудительная подача), либо его нет (сырье загружается самотеком).
Модернизация волчков связана с поиском лучших конструктивных решений в способе подачи сырья в рабочую зону для ухода от свободной подачи мяса из бункера под собственным весом, как не обеспечивающей непрерывной и равномерной подачи сырья в рабочую зону. Поиск идет в направлении введения, принудительной подачи за счет выпуска волчков со шнековой подачей из бункера. Второй актуальной задачей является совмещение в режущем механизме волчка функций измельчения и жиловки сырья, что исключает проведение операций жиловки вручную и существенно повышает эффективность производства[4].
КБХА г. Воронежа разработаны волчок-жиловщик ЛПК1000В в комплекте оборудования для малого колбасного цеха с диаметром выходной решетки 114 мм и производительностью 1100 кг/час, а также волчок - жиловщик ВФ-160 с диаметром выходной решетки 160 мм, максимальной производительностью 5000 кг/час с жиловочным устройством, включающим жиловочные ножи с направляющими каналами и периферийным, выходом отходов жиловки через шиберное устройство.
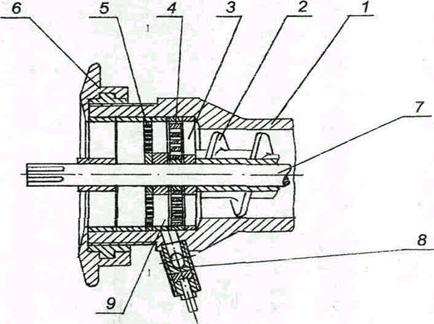
1 - корпус рабочей камеры; 2 - шнек подающий; 3 - ножи; 4 - решетка входная; 5 - решетка выходная; 6 - гайка; 7 - вал; 8 - устройство жиловочное; 9 - нож жиловочный
Рисунок 1.1 - Камера ножевая с жиловочным устройством
Немецкая фирма Kramer+Grebe выпускает целое семейство волчков с диаметрами выходной решетки 114 и 160 мм, а также волчок с варочной камерой, образующей с ножевым узлом единую систему, обеспечивающую высокое качество фарша, а также волчок-жиловщик, ножевая камера которого с жиловочным устройством представлена на рисунке 1.1.
Австрийская фирма Laska-выпускает серийно волчки-жиловщики с диаметром выходной решетки 114-200 мм с оригинальным жиловочным устройством, позволяющим собирать отходы жиловки не на периферии, а в центре режущего механизма, и выводить их вперед по оси через выходную решетку, не нарушая целостности корпуса.
Анализ литературы показывает, что куттеры менее других агрегатов колбасного производства подвержены конструктивным изменениям. Модернизация куттеров идет по линии изменения физико-химических параметров процесса, качества вакуумирования, а также модернизации основного органа куттеров - ножевых головок. Получило также развитие направление агрегатирования, т.е. придания куттерам дополнительных функций, а также их компьютеризации.
1.2.2 Фаршемешалки
В мясной промышленности используются мешалки. Оснащенные вакуумными и вибрационными устройствами. Вибрационные воздействия позволяют интенсифицировать технологические процессы и улучшить качество получаемых продуктов. [4]
В России и на Украине выпускаются мешалки различных конструкций.
Так, ПО "Темп" (г. Черкассы) производит мешалки Л5-ФМ2-У-150 и Л5-ФМ2-У-335 вместимостью дежи соответственно 150 и 335 л, а также вакуумные Л5-ФМВ-630А «Бирюса» вместимостью дежи 630 л. Серийно выпускаются заводом «Продмаш» (г. Донецк) смесители А 1-ФЛ Б/ 1 со шнековой выгрузкой и А1-ФЛВ/2 с эксцентриково-лопастным насосом, разработанные НПО «Мир».
Известны конструкции Санкт-Петербургского СКБ Росмясомолпроект: мешалки Я2-ФЮБ (вместимостью дежи 150 л), мешалки-измельчители Я2-ФИГ (вместимостью дежи 630 л).
К новым отечественным фаршемешалкам относится мешалка М 1 Б-04 вместимостью дежи 400 л из нержавеющей стали с блоком автоматики и пультом управления (ПО «Краемашзавод» г. Красноярск).
Зарубежные фирмы Австрии, Германии, Швейцарии, Нидерландов, Дании, Италии, Швеции и других стран производят различные конструкции мешалок для мясной промышленности.
В Австрии фирма Laska выпускает мешалки как атмосферные, так и вакуумные, а также комбинированные. Вместимость дежи составляет, л: 130, 250, 400, 800, 1200, 1600, 2000, 3000, 3600 и 4500. Рабочие органы мешалок выполняются в основном лопастными, Z-образными и спиральными.
В Германии ряд фирм Diessel, Glass, Kilia, Stephan, Klamer+Grebe, Seydelmann выпускают разнообразные современные мешалки и комбинированные с ними машины. Так, фирма Diessel предлагает специальные мешалки вместимостью от 100 до 5000 л. Наряду с вышеперечисленными мешалками фирма Diessel разработала полностью автоматизированные установки и многоцелевые аппараты.
Мешалки-измельчители фирмы Stephan оснащены вакуумной системой, шнековыми лопастями со скребками и др. Конструкции типовых фаршемешалок приведены на рисунке 1.2.
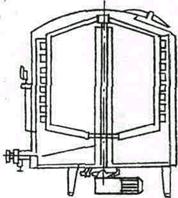
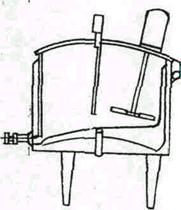
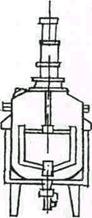
а - пропеллерная; б - выносная; в - якорная;
Рисунок 1.2 – Типы фаршемешалок
Льдогенератор для чешуйчатого льда представляет собой агрегат горизонтального типа, в состав которого входит холодильный агрегат, узел генерирования чешуйчатого льда, привод узла генерирования льда, раму, систему трубопроводов и автоматику.
Вода подается из центральной водопроводной сети в ванну льдогенератора, в которую погружен горизонтальный барабан узла генерирования льда. Проходя через барабан льдогенератора хладагент охлаждает его стенки, на наружной поверхности которого намораживается слой льда. При вращении барабана лед специальным ножом скалывается в виде чешуек.
1.3 Патентная проработка проекта
Были проведены патентные исследования по патентному фонду областной библиотеки за период с 1990 по 2000 год по классу МКИ А22 С 5/00, 11/00,17/00. Проработаны официальные бюллетени открытий и изобретений СССР и РФ, реферативный журнал "Изобретения стран мира" по Европейским патентам, патентам США, Великобритании, Японии за период 1990-1995 гг.
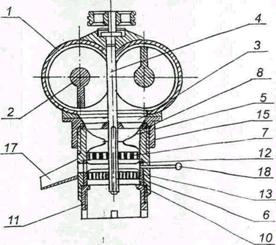
В результате проведенного поиска были отобраны для анализа следующие авторские свидетельства СССР и РФ: а. с. № 1597141 публикация 1991 г бюллетень № 1 (рисунок 1.3) Московский технологический институт мясной и молочной промышленности.
1 - корпус; 2 - бункер; 3 - рабочая камера; 4 - шнек; 5 - съемный цилиндр; 6 - рифли цилиндра; 7 - гильза; 8 - нож; 9 - решетки; 10 - кольцо; 11 - эластичное кольцо; 12 - гладкий участок на длине одного витка; 13 - трубчатая насадка для зажима режущего механизма; 14 - втулка центровки шнека; 15 - ребра для жесткого соединения кольца 10 с рабочей камерой; 16 - источник колебаний.
Рисунок 1.3 - Устройство для измельчения мясопродуктов
Устройство для измельчения мясопродуктов.
Цель изобретения - повышение производительности. Режущий механизм устройства расположен в гильзе, перед которой расположено кольцо, жестко связанное с корпусом. Гильза на стыках с кольцом и рабочей камерой снабжена эластичными кольцами и передатчиком вибрации, при этом участок внутренней поверхности рабочей камеры на входе в приемную решетку режущего механизма выполнен гладким.
Втулка 14 связана с кольцом 10 байонетным соединением.
А.с. патент № 1591917 приоритет от 20.01.88 г, публикация 15.09,90 г. (рисунок 1.4) Московский технологический институт.
Устройство для измельчения мясопродуктов, отличающееся тем, что с целью повышения производительности оно снабжено вторым шнеком. Установленным параллельно основному с возможностью встречного вращения, а вал режущего механизма смонтирован между шнеками перпендикулярно их осям.
1 - корпус; 2 - шнек; 3 - рабочая камера; 4 - вал режущего механизма; 5 - многолезвийные ножи; 6, 7, 8 - неподвижные решетки; 10 - прижимная втулка; 11 - трубчатая насадка; 12 - кольцо; 13 - стопорный элемент; 15 - горловина; 17 - желоб; 18 - ручка
Рисунок 1.4 - Устройство для измельчения мясопродуктов
2. Описание разработанного проекта
2.1 Техническая характеристика и описание конструкции фаршемешалки ЛПК 1000Ф
В качестве прототипа выбрана фаршемешалка ЛПК1000Ф разработки Воронежского КБХА, производства ВМЗ производительностью 420 кг/час, с лопастными месильными органами шнекового типа с двумя валами, вращающимися навстречу с разным числом оборотов с емкостью дежи 0,15 м3.
Фаршемешалка ЛПК1000Ф имеет следующие недостатки:
- сложность и громоздкость кинематической схемы основного привода, включающего электродвигатель 1, клиноременную передачу 2, двухступенчатый редуктор 3, цепную передачу 4, зубчатую передачу 5;
- большой вес конструкции из-за громоздкой кинематической схемы и наличия лишних звеньев-шкивов, клиновых ремней, тяжелого редуктора;
- низкий КПД машины из-за наличия лишних передаточных звеньев;
- ручной поворот дежи, что увеличивает время цикла работы, требует затрат ручного труда и не соответствует современным требованиям.
Кинематическая схема фаршемешалки-прототипа представлена на рисунке 2.1.
В результате анализа недостатков прототипа была проведена его модернизация и разработана конструкция (фаршемешалки, где устранены указанные недостатки).
Кинематическая схема спроектированной конструкции включает мотор-редуктор 1 основного привода, цепную передачу 2 от мотор-редуктора 1 к ведущему валу фаршемешалки 6 и зубчатую передачу 3 от ведущего вала фаршемешалки к ведомому 7. Проектом предлагается введение механизированного поворота емкости. Привод поворота емкости состоит из мотор-редуктора 8 и червячной пары, включающей червяк 4, закрепленный на корпусе фаршемешалки и червячный сектор 5, закрепленный на цапфе емкости.
В связи с введением механизированного поворота месильной емкости, рядом с основным пультом управления на боковой стенке фаршемешалки установлен пульт управления поворотом, содержащий кнопки поворота вперед и обратно, а также красную грибовидную кнопку экстренного останова поворота.
Основными достоинствами спроектированной фаршемешалки являются:
- простота кинематической схемы, из которой исключены клиноременная передача и редуктор;
- упрощение конструкции;
- уменьшение веса;
- введение механизированного привода поворота емкости, что исключило ручной труд и уменьшило время одного цикла работы, т.е. повысило производительность.
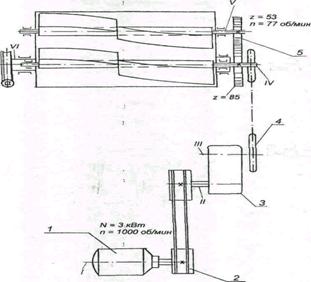
1 - электродвигатель; 2 - клиноременная передача; 3 - двухступенчатый редуктор; 4 - цепная передача; 5 - зубчатая передача.
Рисунок 2.1 - Схема кинематическая фаршемешалки ЛПК 1000 Ф
Кинематическая схема спроектированной конструкции представлена на рисунок 2.2.
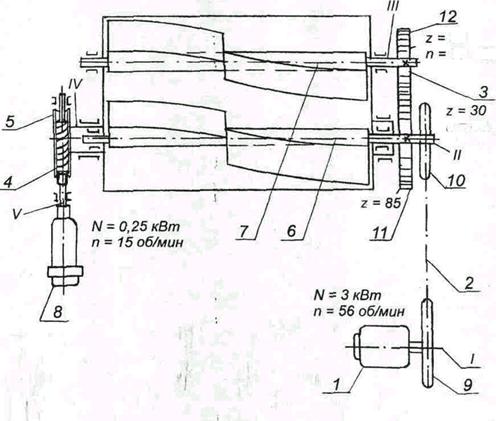
1 - мотор-редуктор основного привода; 2 - цепная передача; 3 - зубчатая передача; 4 - червяк; 5 - червячный сектор; 6 - ведущий вал; 7 - ведомый вал; 8 - мотор-редуктор поворота дежи; 9 - ведущая звездочка; 10 - ведомая звездочка; 11 - ведущая шестерня; 12 - ведомое зубчатое колесо
Рисунок 2.2 - Схема кинематическая разработанной фаршемешалки
2.2 Техническая характеристика и описание конструкции волчка ЛПК 1000В
Волчок ЛПК1000В требует значительных энергозатрат на резание из-за наличия сопротивления резанию и противотока в рабочей шнековой полости. Кроме того из-за значительного давления в ножевой камере не обеспечивается необходимая стойкость режущего инструмента, что приводит к частой смене или переточке ножей.
Предлагается ввести принудительную подачу сырья в рабочую камеру за счет установки дополнительного подающего шнека, смонтированного перпендикулярно рабочему и имеющего отдельный привод.
Сравнение параметров оборудования для грубого измельчения мясного сырья и перемешивания фарша, действующего на предприятии, модернизированного и промежуточного представлено в таблицах 2.1, 2.2.
Таблица 2.1 - Сравнительные характеристики фаршемешалок
| Технические характеристики | Базовая машина ЛПК1000Ф |
Промежуточная машина Л5-ФМ2-У-150 |
Модернизированная машина |
| Производительность, кг/ч | 420 | 480 | 518,5 |
| Вместимость емкости, м3 | 0,15 | 0,15 | 0,15 |
| Длительность цикла перемешивания, мин | 16 | 14 | 14 |
| Коэффициент загрузки | 0,7 | 0,7 | 0,7 |
| Установленная мощность,кВт | 4 | 4,5 | 4,25 |
| Габариты, мм | 1350´800´1460 | 2940´965´1330 | 1350´800´1460 |
| Масса, кг | 1500 | 860 | 400 |
| Стоимость, р. | 16000 | 17400 | 18875 |
Таблица 2.2 - Сравнительные характеристики волчков
|
Технические характеристики |
Базовая машина ЛПК 1000В |
Промежуточная машина Кб-ФВП-160-1 |
Модернизированная машина |
| Производительность, кг/ч | 1100 | 5000 | 2000 |
| Диаметр ножевой решетки, мм | 114 | 160 | 160 |
| Загрузочная вместимость бункера, л | 135 | 270 | 250 |
| Установленная мощность, кВт | 15 | 32,2 | 22 |
|
Технические характеристики |
Базовая машина ЛПК 1000В |
Промежуточная машина Кб-ФВП-160-1 |
Модернизированная машина |
| Количество ножей в одном комплекте: | |||
| без жиловочного устройства | 1 | 1 | 1 |
| с жиловочным устройством | 2 | 1 | 2 |
| Занимаемая площадь, м2 | 0,715 | 1,9 | 1,2 |
| Габариты, мм | 1000´715´1200 | 1900´1000´1650 | 1380´881´1709 |
| Масса, кг | 443 | 1200 | 1138 |
| Стоимость, р. | 22000 | 30000 | 24700 |
3. Бизнес – план реализации проекта
3.1 Резюме
Так как конечным результатом любой реконструкции и модернизации в условиях дефицита инвестиционных ресурсов и проблемы выживания предприятия в конкурентной среде, является доходность, то целью последующих экономических расчетов будет попытка показать необходимость и целесообразность данных преобразований. Правильно составленный бизнес-план помогает оценить затраты по изготовлению и реализации продукции и соизмерить их с возможными ценами реализации, чтобы определить потенциальную прибыль задуманного дела.
В результате модернизации волчка, фаршемешалки была усовершенствована их конструкция, а так же использован агрегат производства чешуйчатого льда нового поколения. Преимуществом модернизированного волчка является интенсификация процесса измельчения фарша за счет усовершенствования конструкции режущего инструмента, а преимуществом модернизированной фаршемешалки является сокращение ручного труда, за счет добавление в конструкцию опрокидывателя. Технологические расчеты подтверждают возможность осуществления конструктивных и технических разработок. Использование приведенной модернизации позволяет увеличить объем выпускаемой продукции за тот же период времени.
Применение агрегата производства чешуйчатого льда позволяет уменьшить время намораживания льда, чем повышается экономия энергозатрат, при том же количестве вырабатываемого льда.
Расчет технологической эффективности показывает, что прирост прибыли предприятия, обусловленный внедрением проекта, составляет ощутимую сумму.
Бизнес-план позволяет наглядно показать эффективность работы установки и с экономической точки зрения обосновать целесообразность внедрения данного оборудования, подкрепив это соответствующими технико- экономическими расчетами.
3.2 Характеристика продукции
Колбасные изделия являются одним из наиболее востребованных продуктов у населения. Данная продукция выпускается практически в каждом крупном, а сейчас, при появлении мини-заводов и в мелких населённых пунктах. Благодаря широкому ассортименту и большой разнице в цене, колбасные изделия пользуются спросом у всех групп населения.
ООО « Мясокомбинат «Бобровский» производит обширный ассортимент колбасных изделий: вареные, полукопченые колбасы, сосиски и сардельки, а так же мясных деликатесов: карбонад, окорок, вырезка. Так же предприятие реализует: субпродукты I и II категорий, костный фарш и муку, обрезь свиную, кости. Обширный ассортимент колбасных изделий и деликатесов обусловлен высокими пищевыми достоинствами и пригодностью в пищу продукции без дополнительной подготовки. На ООО « Мясокомбинат «Бобровский» вырабатывается обширный ассортимент вареных колбас высшего сорта. Рецептура некоторых из них разработана технологами предприятия, и по своим показателям не уступает другим видам. Как правило, это колбасы высшего сорта, имеющие прекрасный внешний вид в гигиенической упаковке, и прекрасный вкус в сочетании с нежной консистенцией.
Продукция, вырабатываемая на ООО « Мясокомбинат «Бобровский» выгодно отличается от аналогов по всей Воронежской области за счет того, что завод работает на сырье, которое получает в своем цехе убоя. А это и вкусовые качества, и внешнее оформление, а также минимальное количество брака за счет использования парного мяса. Все это приводит к тому, что данная колбаса одна из самых покупаемых и пользующихся спросом у населения.
3.3 Обоснование рынков сбыта
Продукция мясоперерабатывающей отрасли имеет широкий рынок сбыта и стабильный спрос у населения. В сложившейся конъюнктуре рынка предприятие вышло сначала на потребителей районов области, но по прошествии 1 года завод вышел на рынок всей области и уверенно подбирается к лидирующим позициям. Потребителем выпускаемой продукции в данном случае являются как единичные, так и оптовые покупатели, заключающие долгосрочные договора.
В целом ООО « Мясокомбинат «Бобровский» удержало свой рынок в период переформирования и успешно продолжает борьбу.
3.4 Характеристика конкурентов и выбор конкурентной стратегии
Благодаря своему географическому размещению предприятие имеет возможность поставки продукции в Воронеж и районные центры в короткие сроки, что благотворно сказывается на покупательной способности (на каждой единице продукции указана дата производства).
Продукция ООО « Мясокомбинат «Бобровский» имеет прекрасный внешний вид в гигиенической упаковке, и прекрасный вкус в сочетании с нежной консистенцией, благодаря использованию парного мяса, сведению к минимуму использования различных добавок. Так же технологи предприятия постоянно отслеживают изменения государственных стандартов, технических условий и др.
Рекламная тактика обусловлена использованием промоулторских акций в магазинах, полиграфической продукции с символикой предприятия, описания продуктов и соответствия их стандартам и системам международного менеджмента. Сейчас начинает действовать интернет-ремклама завода и продукции. Основными конкурентами являются мясокомбинаты: «Нововоронежский», «Масловский», «Алексеевский», «Калачеевский», «Воронежский».
3.5 Производственный план
Технологический процесс вареных колбас состоит из следующих стадий: приемка сырья; убой и обескровливание; обвалка, жиловка; предварительное измельчение мясного сырья; посол мяса; созревание; тонкое измельчение и приготовление фарша; шприцевание фарша в оболочку; вязка батонов и навешивание в раму; термообработка (осадка, обжарка и варка); охлаждение и хранение.
В результате предлагаемой модернизации сократятся расход энергии, ручной труд, повысится качество продукции.
Предложенную модернизацию оборудования в линии производства вареных колбас можно провести силами ремонтной мастерской. Ремонтная мастерская обладает всем необходимым набором оборудования для проведения ремонта и изготовления деталей своими силами. Численность рабочих ремонтной мастерской 8 человек, в том числе два токаря, один фрезеровщик, три слесаря сборщика и два сварщика. Эти рабочие имеют опыт работы и высшие разряды. Предприятие обладает также средствами для закупки необходимых комплектующих.
Для реализации проекта необходимы следующие специалисты: разработчик - который представит чертежи модернизации, программист-технолог, для составления программы на станке с ЧПУ, рабочие для выполнения металлообрабатывающих операций, слесарь-монтажник - для установки подъемно- опрокидывающего механизма, замены ножей волчка, обслуживание агрегата для производства чешуйчатого льда.
3.6 Календарный план
Разработка календарного плана бизнес – плана осуществляется на основе сетевого моделирования.
На рисунке 3.1 представлен сетевой график выполнения проекта, разработанный на основе данных таблицы 3.1.
Таблица 3.1 – Перечень выполняемых проектных работ
| Наименование работ | Продолжительность, человеко-дней | Код |
| 1 | 2 | 3 |
| 1.Обоснование цели проекта | 2 | 0-1 |
| 2.Проведение маркетинговой деятельности | 2 | 1-2 |
| 3.Разработка технической документации | 3 | 1-3 |
| 4.Эскизное проектирование | 4 | 1-4 |
| 5.Выбор поставщиков ресурсов | 2 | 2-5 |
| 6.Фиктивная работа | 0 | 3-9 |
| 7.Техническое проектирование | 5 | 4-6 |
| 8.Расчёт потребности в ресурсах | 2 | 5-8 |
| 9.Рабочее проектирование | 10 | 6-7 |
| 10. Закупка производственных ресурсов | 10 | 8-9 |
| 11. Разработка технологии сборки | 3 | 7-9 |
| 12. Изготовление деталей | 8 | 9-10 |
| 13.Сборка изделия | 11 | 10-11 |
| 14.Внедрение проекта в производство | 1 | 11-12 |
По сетевому графику определяем продолжительность выполнения всего проекта. Самый длинный путь (критический) – 1-2-4-6-7-9-10-11-12. Его продолжительность составляет ТР=48 дней. Следовательно, продолжительность выполнения всего проекта составляет 48 дней.
3.7 Финансовый план
При составлении финансового плана особое внимание отводиться расчетам планируемых доходов и расходов, выбору оптимальных экономических решений, определению безубыточности. Под точкой безубыточности иди
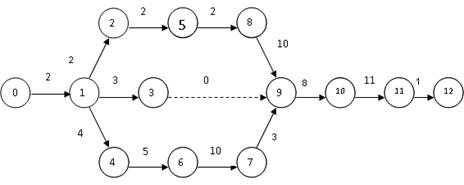
Рисунок 3.1-Сетевой график выполнения проекта
самоокупаемости понимается такое состояние бизнеса, когда разность между расходами и доходами оказывается равной нулю, то есть предприятие еще не получает прибыли, по и не несет убытки. Точка безубыточности характеризует равновесие совокупных доходов и расходов и позволяет определить такой объем выпуска каждого вида продукции, при достижении которого доходы будут превышать расходы [10].
Точка безубыточности определяется по формуле:
Аб=СПИ/(Ци-ПИ) (3.1)
где Аб – объем выпуска безубыточной продукции, т;
СПИ – совокупные постоянные издержки, р./год;
Ци – цена изделия, р./кг;
ПИ – удельные переменные издержки, р./кг.
Аб=2290/(118,17-92)=87,5 т.
При реализации проекта возникают затраты па приобретение необходимых материалов и элементов для изготовления модернизированных элементов, которые включает в себя трудовые затраты и накладные расходы. На приобретение необходимых материалов, изготовление элементов конструкцию и монтаж оборудования будут необходимы денежные средства. Источником финансирования могут служить собственные средства предприятия – прибыль, направляемая на повышение технического уровня производства.
3.8 Стратегия финансирования
В области инвестиционной деятельности организации определяют наиболее эффективные направлении инвестирования и формы инвестиционных вложений. Они ставят перед собой задачи определения оптимальных объемов, структуры, направлений капитальных вложений, роста основного капитала основных фондов), их обновления на основе новейших науки и техники и в итоге, на основании всего этого работки и освоения новых или усовершенствованных продуктов, технологий и процессов.
Внебюджетные средства включают собственные средства предприятий и организаций, осуществляющих инновационную деятельность, и средства инвесторов. В составе собственных средств предприятий и организаций, направляемых на осуществление инновационной деятельности могут быть отчисления от прибыли, фонд амортизационных отчислений, фонд развития производства.
Предприятие имеет прибыль от реализации продукции. Прибыль распределяется на фонд накопления, который в свою очередь одним из своих составляющих имеет фонд развития производства, науки и техники, который составляет 65% от фонда накоплений. Кредиты предприятие не берет, так как они не выгодны. Таким образом предприятие может вложить в проект модернизации собственные деньги от прибыли. Данная сумма позволит быстро и качественно произвести модернизацию оборудования.
4. Инженерные расчеты
4.1 Технологические расчеты
4.1.1 Технологический расчет волчка [11]
Определяем производительность волчка
Мв=![]() (4.1)
(4.1)
гдеj = 0,6 - коэффициент использования площади решетки;
F- режущая способность измельчающего механизма, м2/ч;
F = 15×n×P×D2(j1×k1 + j2×k2 + … + jz×kz), (4.2)
гдеn = 150 - частота вращения ножевого вала, мин-1;
D = 0,2 - диаметр решетки, м;
К = 5 - количество зубьев ножа, шт;
Z = 5 – количество режущих плоскостей механизма.
F = 15×150×3,14×0,22 (0,6×4 + 0,6×4 + 0,6×4 + 0,6×4+ 0,6×4) = 2714,33 м2/ч;
Fp- удельная поверхность продукта после измельчения, м2/ кг;
Fp=![]() (4.3)
(4.3)
где V = 0,2 - скорость истечения продукта через решетки волчка, м/с;
J - продолжительность поворота ножевого вала на угол, равный углу между зубьями ножа, с:
J =![]()
![]() (4.4)
(4.4)
J=![]()
![]() = 0,1 c,
= 0,1 c,
r = 1100 - плотность мяса, кг/м3;
d = 0,003 - диаметр отверстий в выходной решетке, м:
Fp =  = 1,3 м2/кг,
= 1,3 м2/кг,
Mв =  =
11252 кг/ч.
=
11252 кг/ч.
Определяем мощность привода волчка
N = (N1 + N2 + N3 + N4)×N-1, (4.5)
где N1 - мощность необходимая для резки мяса, кВт:
N1 = ![]() (4.6)
(4.6)
где a = 2×104 - удельный расход энергии на измельчение, Дж/кг
Мв = 0,347 - секундная производительность механизма, кг/с:
N1 =  = 9
кВт.
= 9
кВт.
N2 - мощность, необходимая для преодоления трения в режущем механизме, кВт
N2 = ![]() (4.7)
(4.7)
где m = 0,15 – коэффициент трения скольжения ножа по решетке во время работы,
r = 300 - усредненное удельное давление в поверхности стыка Н/см2;
b = 3 – ширина площадки контакта лезвия ножа и решетки, см;
w = 15,7 - угловая скорость вращения ножей, рад/с;
D = 18 - внешний диаметр лезвия ножа, см;
D = 5 - внутренний диаметр лезвия ножа, см;
N2= = 12,6 кВт,
= 12,6 кВт,
N3- мощность, необходимая для работы червяка, кВт;
N3 = ![]() (
4.8)
(
4.8)
где P0 - давление, необходимое для преодоления сопротивлений, Па
P0 = ![]() ( 4.9)
( 4.9)
где J = 400 - напряжение сдвига для мяса, Н/ см,
R = 1 - коэффициент, учитывающий соотношение размеров кусочков, диаметр отверстий, скорость истечение продукции,
dup - приведенный диаметр, см
dup = ![]() (4.10)
(4.10)
где d1 = 0,3 - диаметр отверстий первой решетки, см,
d2 = 2,5 - диаметр отверстий второй решетки, см
dup =  = 0,53 см.
= 0,53 см.
P0 =  = 12015
Па.
= 12015
Па.
d0 = 2 - коэффициент, учитывающий потери энергии на трение продукта о стенки при движении его в цилиндре машины;
M0 = 0,013 - объемная производительность машины, н3/с;
N3=![]() = 0,36 кВт,
= 0,36 кВт,
N4 = мощность, необходимая для работы подающих механизмов, кВт;
N4 = ![]() (4.11)
(4.11)
где К0 = 8 - коэффициент сопротивления при перемещении продукции шнеками
L = 0,7 - длина шнеков, м;
N4 = ![]() =
0,02 кВт.
=
0,02 кВт.
Ножевые решетки, используемые в волчке для измельчения мясного сырья, представляют собой диск постоянной толщины с плоской рабочей перфорированной поверхностью, с центральным посадочным отверстием и с круглыми отверстиями перфорации. Решетка представлена на рисунке 3.1.
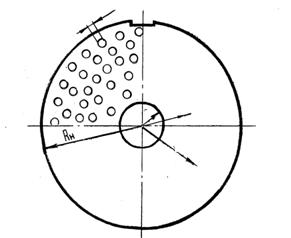
Рисунок 4.1
Рассчитаем количество и схему размещения отверстий перфорации таким образом, чтобы обеспечить одинаковую пропускную способность каждого условного кольца решетки по всей плоскости рабочей поверхности.
Расчет производим по формулам, содержащим числа ряда Фибоначчи.
Определяем наружные радиусы условных колец
Rn = (1,272)n×R0, (4.12)
где R = 0,024 - радиус центрального посадочного отверстия решетки, м;
n - порядковый номер условного кольца;
R1 = 1,2721×0,024 = 0,030528 м;
R2 = 1,2722×0,024 = 0,0388 м;
R3 = 1,2723×0,024 = 0,0493 м;
R4 = 1,2724×0,024 = 0,0799 м;
R5 = 1,2725×0,024 = 0,0897 м;
R6 = 1,2726×0,024 = 0,1016 м.
Так как ориентировочно внешний диаметр решетки равен 0,2 м, то принимаем наружный радиус Rn = R6 = 0,1016 м.
Определяем количество отверстий, расположенных рядами на центральных радиусах условных колец.
Zn+1 = [1,618×Zn], (4.13)
где Zn = 13 – количество отверстий в первом от оси диска условном кольце;
Квадратные скобки означают целую часть числа:
Z2 = [1,618×13] = 21,
Z3 = [1,618×21] = 34,
Z4 = [1,618×34] = 55,
Z5 = [1,618×55] = 89,
Z6 = [1,618×89] = 144.
Определим пропускную способность 1,4 и 6-го условных колец
Kn =
 , (4.14)
, (4.14)
где d0 = 0,003 - диаметр круглых отверстий перфорации, м;
K1 =  ,
,
K4 =  ,
,
K6 =  .
.
Таким образом из расчетов видно, что K1 = K2 = K3 = K4 = K5 = K6.
4.1.2 Технологический расчет фаршемешалки [11]
Фаршмешалка горизонтальная с вертикальным вращением лопастей.
Определим производительность фаршемешалки. Для мешалок периодического действия производительность определяется по следующей формуле:
![]() , (4.15)
, (4.15)
где a = 0,7- коэффициент заполнения или использования полезной емкости;
V = 0,15 – геометрическая емкость резервуара (дежи) мешалки, м3;
r = 1070 - плотность перемешиваемого продукта, кг/м3;
t = 16 – полная продолжительность перемешивания, включая загрузку и выгрузку, мин.
Среднее практическое значение a для перемешивания вязких продуктов в горизонтальной мешалке составляет 0,5-0,7.
![]() .
.
Определим сопротивление среды, испытываемое вращающимися лопастями ведущего и ведомого валов.
Сопротивление, испытываемое одной лопастью, определяется по формуле:
![]() , (4.16)
, (4.16)
где s - удельное сопротивление, Н/м2;
F – площадь лобовой поверхности лопасти, м2.
По данным Лапшина для фарша, имеем:
![]() , (4.17)
, (4.17)
где s0 = 4000-8000 – условное начальное сопротивление, Н/м2;
а = 4000-5000 – постоянный параметр, зависящий от вида фарша;
J - скорость вращения лопастей, м/с.
![]()
![]()
Лобовая площадь поверхности лопасти:
F = (R - r)×l, (4.18)
где R = 0,1375– наружный радиус, м;
r = 0,03– внутренний радиус, м;
l = 0,39– длина лопасти, м;
F = (0,1375 – 0,03)×0,39 = 0,042 м2.
Удельное сопротивление для лопасти:
s1 = 7000 + 5000 + 0,685 = 10420 Н/м2;
s2 = 7000 + 5000 + 1,1 = 12500 Н/м2.
Сопротивление, испытываемое одной лопастью ведущего вала
Р1 = s1×F = 10420×0,042 = 437,64 Н;
ведомого вала
Р2 = s2×F = 12500×0,042 = 525 Н.
Мощность двигателя привода фаршемешалки определяется по формуле
 (4.19)
(4.19)
где z1, z2 – соответственно число лопастей на ведущем и ведомом валах

Выбираем согласно рекомендациям [13] мотор-редуктор МЦ2С-100-56 КУЗ ГОСТ 20721-75, мощностью N = 3 кВт, n = 56 мин-1.
Мощность, потребляемая на привод поворота дежи фаршемешалки определяется по формуле
 , (4.20)
, (4.20)
гдеМ – момент сопротивления повороту дежи, Н×м;
w - угловая скорость вращения дежи, рад/c;
hа = 1,3-1,5 – коэффициент запаса мощности в момент пуска, выбираем hа = 1,5;
h = 0,8 – КПД привода поворота дежи;
h1 = 0,87 – КПД редукторной части мотор-редуктора.
Момент сопротивления определяется следующим образом
М = Р×l, (4.21)
где Р – сила сопротивления повороту дежи, Н;
l – плечо силы относительно оси поворота (оси ведущего вала фаршемешалки), м;
Р = m×g, (4.22)
гдеm – суммарная масса дежи фаршемешалки и находящегося в ней фарша
m = m1×m2, (4.23)
где m1 = 100 – масса дежи, кг;
m2 – масса фарша, кг.
![]() (4.24)
(4.24)
гдеa = 0,7 – коэффициент заполнения дежи;
V = 0,15 – емкость дежи, м3;
r - плотность фарша, кг/м3.
m2 = 0,7×0,15×1070 = 112,5 кг
mсум = 100 + 112,5 = 212,5 кг
Р = 2125 Н; R = 0,15 м – определяется согласно чертежу.
М = Р×R, (4.25)
М = 2125×0,15 = 319 Н×м.
![]() , (4.26)
, (4.26)
![]() .
.
 .
.
Согласно рекомендациям [13] выбираем мотор-редуктор 2МВЗ-80-15G310 ГОСТ 24439-80 мощностью N = 0,25 кВт; n = 15 мин-1.
4.1.3 Технологический расчет шприца ФШ2-ЛМ [11]
Определим производительность шприца
Q = ![]() (4.27)
(4.27)
где l= 0,6 – коэффициент подачи фарша;
a = 58 - угол подъема винтовой линии шнека, град;
D = 0,1- наружный диаметр рабочей части шприца, м;
D = 0,05 - внутренний диаметр рабочей части шприца, м;
S = 0,07 - шаг винта, м;
К = 1,075 - коэффициент увеличения ширины впадины;
h = 95,5 - число оборотов шнека, мин-1;
r = 1100 - плотность мяса, кг/ м3
Q = ![]() кг/ч.
кг/ч.
Объемную производительность шнекового питателя определим по методу Шенкеля
 , (4.28)
, (4.28)
где D = 0,1 - наружный диаметр шнека, м;
h = 0,004 - глубина нарезки, м;
Z = 2 - число шнеков;
j0 = 0,25 - коэффициент, учитывающий уменьшение производительности за счет контакта шнеков;
к = 0,6 - коэффициент;
к1 = 0,7 - коэффициент;
t = 0,17 - среднее значение шага нарезки винтовой линии, м;
N0 = 1 – число заходов винта;
l - 0,005 - средняя толщина гребня винта, м;
j = 48 - угол развертки средней линии нарезки;
к2 = 0,7 - коэффициент, зависящий от обратного хода продукта;
r = 300×103 - давление, создаваемое винтом на выходе продукта, Н/м2;
L = 0,6 – длина шнека, м.
![]() =
=
= 4,2×10-3 м3/с.
Мощность электродвигателя вытеснителя
N =  , (4.29)
, (4.29)
где М = 4,2×10-3 –объемная производительность за секунду, м3/с;
Р = 300×103 – давление напора, создаваемое вытеснителем, Н/ м2;
ha = 1,2 - коэффициент запаса мощности;
h = 0,21 - механический КПД вытеснителя.
N =  кВт.
кВт.
Производительность вакуум-насоса
Мв = b0×M, (4.30)
где b0 = 4 - коэффициент, учитывающий соотношение производительности вакуум- насоса и производительности вытеснителя
Мв = 4×4,2×10-3 = 16,8×10-3 м3/с.
Мощность электродвигателя к вакуум- насосу
N = ![]() (4.31)
(4.31)
где А = 30000 - расход энергии на сжатие, 1 м3 воздуха, откачиваемого вакуум-насосом, Дж/м3;
h = 0,8 - механический КПД вакуум-насоса
N =  = 5
кВт.
= 5
кВт.
4.2 Кинематический расчет привода мешалки []
Привод фаршемешалки состоит из:
- мотор-редуктора серии МЦ2С-100-56КУЗ ГОСТ 20721-75 с частотой вращения выходного вала 56 мин-1 и мощностью N = 3 кВт.
- цепной передачи;
- зубчатой передачи от ведущего вала фаршемешалки к ведомому.
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Поворот дежи
![]() .
.
Время одного полного оборота емкости
 .
.
Поворот емкости на 900
![]() .
.
4.2.1 Расчет параметров цепной передачи [15]
Исходные данные: цепная передача расположена меду мотор-редуктором и ведущим шнековым валом фаршемешалки. Передаваемая мощность 3 кВт. Частоты вращения: ведущей звездочки n1 = 56 мин-1, ведомой – n2 = 48 мин-1. Угол между линией, проходящей через центры и горизонталью 550, смазывание периодическое, работа в две смены.
Выбираем цепь приводную роликовую однорядную ГОСТ 13568-75 и определяем ее шаг
 , (4.32)
, (4.32)
где Т1 – вращающий момент на валу ведущей звездочки, Н×мм;
z1 – число зубьев ведущей звездочки;
[р] – допускаемое давление, приходящееся на единицу проекции опорной поверхности шарнира, Н/мм2;
m – число рядов цепи;
Кэ – коэффициент, учитывающий условия монтажа и эксплуатации цепной передачи.
Кэ = Кд + Ка + Кн + Кр + Ксм + Кп, (4.33)
где Кд – динамический коэффициент, при спокойной нагрузке Кд = 1;
Ка – коэффициент, учитывающий влияние межосевого расстояния, при а = (30-50)t принимаем Ка = 1;
Кн – коэффициент, учитывающий наклон цепи, при наклоне до 600 Кн = 1;
Кр – коэффициент, учитывающий способ регулирования натяжения цепи, при автоматическим регулировании Кр = 1;
Ксм – коэффициент, учитывающий способ смазки; для периодического способа смазывания Ксм = 1,3-1,5. Выбираем Ксм = 1,3.
Кп – коэффицент, учитывающий сменность работы оборудования, при работе в две смены Кп = 1.
Кэ = 1×1×1×1×1,3×1 = 1,3.
Число зубьев ведущей звездочки z1 = 25, ведомой:
z2 = z1×u, (4.34)
где u – передаточное отношение передачи (u = 1,167)
z2 = 25×1,167 = 29,175.
Принимаем z2 = 30.
Вращающий момент на валу ведущей звездочки
 . (4.35)
. (4.35)
гдеР = 3 – мощность мотор-редуктора, кВт;
n1 = 56 – частота вращения звездочки, мин-1.
Допускаемое давление в шарнирах цепи [Р], МПа, определяется в зависимости от шага цепи и числа оборотов ведущей звездочки.
Согласно рекомендациям [16] для шага t = 19,05 мм, n1 = 56 мин-1 и с учетом примечания
[P] = [Ртабл]×[1 + 0,01(z1 - 17)], (4.36)
[Р] = 39×[1 + 0,01 (25 - 17)] = 42,12 МПа.
Находим шаг цепи
 .
.
Принимаем ближайшее большее значение t = 25,4 мм.
Проекция опорной поверхности шарнира Аоп = 179,7 мм2, разрушающая нагрузка Q = 60 кН, масс 1 м цепи g = 2,6 кг/м.
Проверка цепи по двум показателям
- по частоте вращения: для цепи с шагом t = 25,4 мм допускаемая частота вращения [n1] = 800 мин-1. Условие n1 £ [n1] выполнено;
- по давлению в шарнирах.
Для данной цепи при n = 56 мин-1 значение [Р]=36[1+0,01(25-17)]=38,88 МПа.
Расчетное давление
 , (4.37)
, (4.37)
гдеFt – окружная сила, Н;
Аоп – проекция опарной поверхности шарнира, мм2;
![]() , (4.38)
, (4.38)
гдеV – средняя скорость цепи, м/с.
![]() , (4.39)
, (4.39)
![]() .
.
 .
.
 .
.
Условие Р £ [Р] выполнено.
Определение числа звеньев цепи
 , (4.40)
, (4.40)
гдеаt – межосевое расстояние при данном шаге цепи
![]() , (4.41)
, (4.41)
где а – межосевое расстояние, мм;
t – шаг цепи, мм;
zS - суммарное число зубьев
zS = z1 + z2, (4.42)
D - поправка, D = z2 – z1/2p.
Выбираем а = 488 мм.
 .
.
zS = 25 + 30 = 55.
![]() .
.
Lt = 2×19,2 + 0,5×55 + (0,7962/19,2) = 38,4 + 27,5 + 0,033 = 65,933.
Округляем до четного числа Lt = 66.
Уточняем межосевое расстояние

Определение диаметров делительных окружностей звездочек
- ведущий:
 ;
;
- ведомой:
 .
.
Определение диаметров наружных окружностей звездочек:
- ведущей:
 , (4.43)
, (4.43)
гдеd1 – диаметр ролика цепи, принемаем d1 = 15,88.
![]() .
.
- ведомой:
![]() .
.
Определение сил, действующих на цепь.
Окружная сила: Ft = 5067 Н.
Центробежная сила:
![]() , (4.44)
, (4.44)
гдеg = 2.6 – масса 1 м цепи, кг/м;
V = 0,592 – средняя скорость цепи, м/с.
Fv = 2,6×0,592 = 0,91 Н.
Сила от провисания цепи
Ff = 9.81Kf×g×a, (4.45)
гдеКf – коэффициент, учитывающий расположение цепи;
а – межосевое расстояние, м.
При наклонном расположении цепи Kf = 1,5.
Ff = 9,81×1,5×2,6×0,488 = 18,67 Н.
Расчетная нагрузка на валы
Fb = Ft + 2Ff, (4.46)
Fb = 5067 + 2×18,67 = 5104,34 Н.
Проверка коэффициента запаса прочности цепи
![]() , (4.47)
, (4.47)
где Q = 60 кН – табличная величина, определяемая согласно рекомендациям, нагрузка на цепь, кН.
![]() .
.
Нормативный коэффициент запаса прочности [S] = 7,3.
Условие S ³ [S] выполнено.
4.2.2 Расчет зубчатого зацепления [15]
Исходные данные:
- ведущая шестерня: число зубьев z1 = 85, модуль 4, диаметр делительной окружности d¶1 = 340 мм, ширина зубчатого венца В = 20 мм, частота вращения n1 = 48 мин-1, угловая скорость w = p×n/30 = 5,02 рад/с;
- ведомая шестерня: число зубьев z2 = 53; модуль 4, диаметр делительной окружности d¶2 = 212 мм, ширина зубчатого венца В = 25 мм, частота вращения n1 = 77 мин-1, угловая скорость w = 8,06 рад/с.
материал шестерни – сталь 40Х улучшенная ГОСТ 4543-71, твердость НВ = 245.
Передаточное отношение
u = z2/z1, (4.48)
u = 53/85 = 0,623.
Расчет зубчатого зацепления ведется на выносливость по контактным напряжениям на изгиб.
Напряжение контакта для прямозубых передач
 , (4.49)
, (4.49)
где aw = 276 – межосевое расстояние, мм;
Т2 – передаваемый крутящий момент на валу ведущей шестерни (ведомой звездочки), Н×мм;
Т2 = Т1×u, (4.50)
Т2 = 510×103×1,167 = 595×103 Н×мм;
Кн – коэффициент, учитывающий динамическую нагрузку и неравномерность распределения нагрузки между зубьями и по ширине венца;
Кн = Кнa×Кнb×КнJ, (4.51)
гдеКнa - коэффициент, учитывающий неравномерность распределения нагрузки между зубьями, для прямозубых колес Кнa = 1;
Кнb - коэффициент, учитывающий неравномерность распределения нагрузки по ширине венца, при консольном расположении зубчатых колес, для
НВ £ 350 Кнb = 1,2-1,35. Выбираем Кнb = 1,3;
КнJ - коэффициент, зависящий от окружной скорости колес и степени точности их изготовления. Для прямозубых колес при J = 5 м/с и девятой степени точности КнJ = 1,05-1,10. Выбираем КнJ = 1,05.
Кн = 1×1,3×1,05 = 1,365.
 .
.
Допускаемое контактное напряжение
 , (4.52)
, (4.52)
гдеsНlimb – предел контактной выносливости при базовом числе циклов; для стали 40 Х нормализованной при НВ < 350 sНlimb = 2НВ + 70 = 2×245 + 70 = 560 МПа;
КНL – коэффициент долговечности, при числе циклов нагружения каждого зуба колеса больше базового, принимают КHL = 1;
[SH] – коэффициент безопасности
Для нормализованной и улучшенной стали [SH] = 1,1-1,2.
![]() .
.
4.3 Расчёт шнекового питателя волчка
Определяем шаг шнека
H = 0,7×D, (4.53)
где D = 0,156 диаметр шнека, м
H = 0,7×0,156 = 0,1 м.
Предельный диаметр шнека
Dпр = (Н/p)f , (4.54)
где f = 0,9 – коэффициент трения
Dпр = (![]() )×0,9 = 0,28 м.
)×0,9 = 0,28 м.
Принимаем диаметр вала шнека d = 0,08 м
Угол подъёма винтовой линии на внешней стороне шнека
a D=
arctg ![]() (4.55)
(4.55)
a D=
arctg ![]() = 56,9 град.
= 56,9 град.
Угол подъёма винтовой линии на внутренней стороне шнека
a d=
arctg ![]() (4.56)
(4.56)
a d=
arctg ![]() =38,1 град.
=38,1 град.
Среднее значение угла подъёма винтовой линии витка шнека
a ср= 0,5(a D+ a d). (4.57)
a ср= 0,5(56,9 + 38,1) = 47,5 град.
Снижение перемещения частиц продукта в осевом направлении можно учесть коэффициентом отставания, который определяется по формуле
К0 = 1 - (cos2a ср - 0,5×f×sin2aср). (4.58)
К0 = 1 - (cos2 47,5 - 0,5×0,9×sin2×47,5) = 0,992.
Изгибающий момент в витке шнека по внутреннему контуру определим по выражению
 , (4.59)
, (4.59)
где Рmax = 800×103 - максимальное давление, развиваемое шнековым нагнетателем, Па;
D = 0,156 – внешний диаметр шнека, м;
а = 2 - отношение шнека и вала
 Н×м.
Н×м.
Толщина витка шнека
 , (4.60)
, (4.60)
где [d] = 125×106 - допускаемое напряжение при изгибе, Па
 м.
м.
Площадь внутренней поверхности корпуса устройства на длине одного шага
Fb = pD(H - d). (4.61)
Fb = 3,14×0,156(0,1 - 0,0054) = 0,0465 м2.
Площадь одной стороны поверхности витка шнека на длине одного шага
![]() (4.62)
(4.62)
где L - развертка винтовой линии, соответствующая диаметру шнека, м;
![]() , (4.63)
, (4.63)
![]() м,
м,
l - развертка винтовой линии , соответствующая диаметру вала, м
![]() , (4.64)
, (4.64)
![]() м.
м.
![]() .
.
Условие Fm < Fb выполняется.
Крутящий момент при двух рабочих витка шнека определим по формуле
Мкр= 0,131nPmax(D3-d3) tgaop , (4.65)
где n = 2 - число рабочих витков шнека
Мкр= 0,131×2×800×103(0,1563 - 0,083) tg47,5 = 5499 Н×м.
Осевое усилие
S = 0,392×n×(D2 - d2)Pmax. (4.66)
S = 0,392×2(0,1562 – 0,082)×800×10 3 = 11038,72 H.
Нормальное напряжение вала шнека определяется по формуле
dсm = S/F, (4.67)
где F- площадь поперечного сечения вала шнека, м2
 , (4.68)
, (4.68)
 м2;
м2;
dсm = 11038,72/5×10-3= 2,2×106 Па.
Касательное напряжение вала определим по формуле
t = Мкр/Wp, (4.69)
где Wp- полярный момент сопротивления поперечного сечения вала шнека, м3
Wp » 0,1×d3. (4.70)
Wp» 0,1×0,083 = 5×10-5 м3.
t = 5499/(5×10-5 ) = 1×108 Па.
Эквивалентное напряжение определим по формуле
![]() . (4.71)
. (4.71)
![]() Па.
Па.
Примем, что вал шнека изготовлен из стали 12Х18Н10Т, для которой допускаемое напряжение при изгибе [d] = 180×106 Па.
Условие dэкв £ [ d ] выполняется.
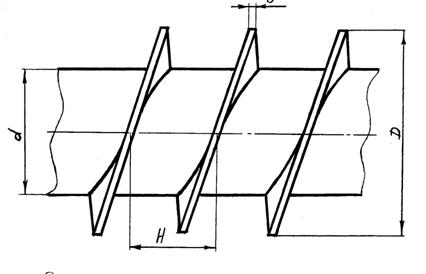
Рисунок 4.2 – Шнек
Мощность, затрачиваемая на привод шнекового нагнетателя
![]() ( 4.72)
( 4.72)
где w= 15,7 – угловая частота вращения шнека, рад/с;
h = 0,65 - механический КПД привода
 = 7 кВт.
= 7 кВт.
Производительность нагнетателя
П = 0,125(D2 - d2)×(H - d)×(1 - K0)×r×j×w, (4.73)
где r = 1100 - плотность мяса, кг/м3[6];
j = 1,0 - коэффициент подачи;
П = 0,125(0,1562 - 0,082)(0,1 - 0,005)(1 - 0,992)×1100×1,0×15,7 = 0,347 кг/с.
Ширина винтовой поверхности
b = 0,5×(D - d) (4.74)
b = 0,5(0,156 – 0,08) = 0,03 м.
Угол выреза
L0 = 2p - (L - l)/b; (4.75)
L0 = 2×3,14 - (0,49 - 0,27)/0,038 = 6,1 рад
Диаметр наружного кольца
D0 = 2×L/(2p - L0), (4.76)
D0 = 2×0,49/(2×3,14 – 6,1) = 5,4 м.
Диаметр внутреннего кольца
L0 = 2×l/(2p - L0) (4.77)
L0 = 2×0,27/2×3,14 – 6,1 = 3 м.
4.4 Расчеты, подтверждающие работоспособность
4.4.1 Расчет вала шнека на прочность
Произведем расчет вала шнека волчка на прочность и плотность.
Передаваемый момент
Mz = N/w, (4.78)
где N = 7×103 - передаваемая мощность, Вт;
w = 15,7 - угловая скорость вала, рад/с
Mz = 7×103/15,7 = 445×103 Н×мм.
Окружное усилие в зацеплении
![]() (4.79)
(4.79)
где d2 = 284 - диаметр делительной окружности зубчатого колеса, мм;
![]() = 3133,8 Н.
= 3133,8 Н.
Осевое усилие в зацеплении
Q12 = P12×tgb, (4.80)
где b = 10 - угол наклона зубьев, град
Q12 = 3133,8×tg10 = 3133,8×0,176 = 551 Н.
Радиальное усилие в зацеплении
 , (4.81)
, (4.81)
где a = 20 - угол зацепления в нормальном сечении, град,
![]()
Определим реакции в вертикальной плоскости.
Сумма моментов относительно опоры В
![]() , (4.82)
, (4.82)
Из формулы (4.82) выразим реакцию Ах
![]() (4.83)
(4.83)
 Н.
Н.
Сумма моментов относительно опоры А
![]() , (4.84)
, (4.84)
Из формулы (4.84) выразим опорную реакцию Вх
![]() , (4.85)
, (4.85)
 Н.
Н.
Определим изгибающие моменты в горизонтальной плоскости Муа = 0,
Му1 =
Bx![]() , (4.86)
, (4.86)
Му1=1566,9×![]() =
109,6×103
Н×мм.
=
109,6×103
Н×мм.
Определим суммарный изгибающий момент в наиболее нагруженном сечении В
![]() , (4.87)
, (4.87)
![]() Н×мм.
Н×мм.
Эквивалентный момент по III гипотезе прочности
Мэкв
= ![]() , (4.88)
, (4.88)
Мэкв
= ![]() Н×мм.
Н×мм.
Определим диаметр вала под подшипником
Dn =  , (4.89)
, (4.89)
где [d -1] 4 = 50 – допускаемое напряжение изгиба, МПа
Dn =  =
61 мм.
=
61 мм.
Диаметр под подшипник принимаем из стандартного ряда Dn = 65 мм.
Определяем диаметр вала на выходном конце.
Dn =  , (4.90)
, (4.90)
где [d] = 20 - допускаемое напряжение на чистое кручение, МПа;
Dn =  =
32 мм.
=
32 мм.
Принимаем диаметр выходного конца вала равным 35 мм
Выполним уточнённый расчёт вала, который заключается в определении коэффициентов запаса прочности в опасных сечениях. Материал вала круг, 100-е дм, Т 2590-88/30 дм, Т 1050-88 предел прочности для этого материала sB = 780 МПа, предел текучести sт = 440 МПа.


Рисунок 4.3 - Расчетная схема вала шнека.
Определяем предел выносливости при изгибе
s-1 = 0,43sВ , (4.91)
s-1 = 0,43×780 = 335 МПа.
Определяем предел выносливости при кручении
t-1 = 0,58s-1, (4.92)
t-1 = 0,58×335 = 193 МПа.
Концентрация напряжений обусловлена посадкой подшипника с гарантированным натягом.
Определяем амплитуду нормальных напряжений
sv=
smax= ![]() , (4.93)
, (4.93)
где W – осевой момент сопротивления, мм3;
W = ![]() (4.94)
(4.94)
W =  мм3;
мм3;
![]() МПа.
МПа.
Определяем амплитуду и среднее напряжение цикла касательных напряжений
 (4.95)
(4.95)
где Wр- полярный момент сопротивления, мм3;
Wр= 2×W, (4.96)
Wр= 2×26961,2 = 53922,4 мм3.
 МПа.
МПа.
Определяем коэффициент запаса прочности по нормальным напряжениям
 , (4.97)
, (4.97)
где Кd = 3,6 – эффективный коэффициент концентрации нормальных напряжений;
ed= 2,5 – масштабный фактор для вала диаметром 65 мм;
jd = 0,15 – коэффициент, учитывающий влияние постоянной составляющей цикла для сталей
Определим коэффициент запаса прочности по касательным напряжениям
 , (4.98)
, (4.98)
где Кt = 2,5– эффективный коэффициент концентрации касательных напряжений;
et = 0,68 – масштабный фактор для вала диаметром 65 мм;
jt = 0,1– коэффициент, учитывающий влияние постоянной составляющей цикла для сталей.
 .
.
Определяем общий коэффициент запаса прочности
 , (4.99)
, (4.99)
 .
.
Условие прочности выполняется, если S ³ [ S ]. А так как
[ S ] = 2,5 - 4, то прочность и жесткость обеспечены.
Выполним проверку вала на сопротивление пластическим деформацием. Условие прочности
 , (4.100)
, (4.100)
где Sт - коэффициент запаса по текучести,
![]() - наибольшие нормальные и
касательные напряжение при передаче валом пикового момента, МПа;
- наибольшие нормальные и
касательные напряжение при передаче валом пикового момента, МПа;
![]() - требуемый коэффициент
запаса прочности по текучести;
- требуемый коэффициент
запаса прочности по текучести;
![]() = 2×dv= 2×4 = 8 МПа.
= 2×dv= 2×4 = 8 МПа.
![]() = 2×4,1 = 8,2 МПа.
= 2×4,1 = 8,2 МПа.
 .
.
Этот коэффициент запаса достаточен.
5.Организация монтажа, эксплуатации и ремонта оборудования
5.1 Проведение монтажных работ
Монтаж линии осуществляется в соответствии с установочными чертежами, силами ремонтных и слесарных бригад под руководством главного инженера. Предварительно приготавливают подъемно транспортные механизмы и необходимые механизмы, с помощью которых будет осуществляться подъем и перемещение машин и аппаратов. А также подготавливаются установочные площадки.
Поступившее новое оборудование извлекают из транспортирующей тары, удаляют поверхностную смазку и осуществляют сборку отдельных агрегатов и механизмов, которые монтируется на основное оборудование после его установки. Необходимость этого заключается в том, что эти агрегаты и механизмы являются ответственными сборочными единицами и поэтому должны транспортироваться отдельно от основного оборудования, во избежание их поломки и повреждения.
После установки и компоновки всех машин и аппаратов в линии осуществляют подвод и присоединение трубопроводов и электрокоммуникаций. Особенно тщательно выполняют соединения, обеспечивающие герметичность (фланцевые соединения, сварные и т.д.). При монтаже трубопроводов крепление производится к строительным конструкциям, причем при выборе способа крепления учитывают необходимость разборки и сборки и степень подвижности трубопровода. Перед монтажом проверяют наличие и правильность оставленных отверстий для прохода отверстий в стенках, перегородках, перекрытиях. Осуществляется заземление каждого аппарата и машины.
При определении качества монтажа проверяют качество заливки фундаментных болтов и надежность крепления машины, правильность ее установки и выверки на горизонтальность, вертикальность, соосность валов, соответствие проекту и технической документации материалов трубопроводов, их диаметров и уклонов, правильность установки и соединения с трубопроводами запорной и регулирующей арматуры (кранов, вентилей, задвижек). Затем проверяют соосность деталей и механизмов привода, комплектность и правильность сборки внутренних сборочных единиц и механизмов, соблюдение зазоров и допусков, для данного класса механизмов, производят подтяжку болтовых и других разъемных соединений.
Проверяют наличие контрольно-измерительных приборов, предохранительных устройств, ограждений, а также смазка во всех точках. В заключение работ по подготовке к пуску оборудование чистят, моют, протирают и убеждаются в отсутствии посторонних предметов (ключей, тряпок и т.д.) на движущихся частях машин. Перед пуском машина должна быть обеспечена электроэнергией, паром, холодом, водой, сжатым воздухом и стоком отработанных вод.
Дальнейшие этапы пуско-наладочных работ производят как после монтажа, так и после капитального ремонта или модернизации машины или аппарата. Испытания могут быть механические, для машин и технологические для машин и аппаратов. Кроме того, при необходимости для определения прочности и плотности соединений сосудов, трубопроводов и аппаратов производят пневматические (при помощи сжатого воздуха) и гидравлические (на воде) испытания.
Механические испытания машин начинают с пробного пуска, к которому приступают после тщательного изучения заводской инструкции по эксплуатации. Вначале машину по возможности проворачивают вручную (за штурвал, рукоятку, шкив привода), отключив при этом электродвигатель от сети и сняв приводные ремни и цепи.
Затем, пробным пуском (толкачом) проверяют правильность направления вращения электродвигателя, что особенно важно при наладке автоматов, во избежание аварии. После этого электродвигатель присоединяют к передаче и производят пробный пуск машины кратковременным включением привода. При нормальной работе в период пробного пуска не должно быть заеданий, рывков, толчков, повышенной вибрации и постороннего шума. Мелкие дефекты, выявленные в процессе пробного пуска, устраняют.
Затем производят обкатку машины вхолостую, т.е. без нагрузки. Продолжительность обкатки указывается в инструктаже по эксплуатации, или в справочной литературе. В процессе обкатки проверяют взаимное расположение деталей в сборочных единицах, надежность крепления болтов, гаек, заклепок и так далее.
По возможности обкатку ведут на скорости, меньше рабочей. Все замеченные неисправности немедленно устраняются. Испытания под нагрузкой производят с целью достижения машиной механических параметров (производительности, рабочей нагрузки, скорости движения) в соответствии с паспортными данными. Продолжительность испытания указываются в инструкции завода изготовителя. Нагрузка на машину должна возрастать постепенно по величине и по времени.
5.2 Испытания трубопроводов
После монтажа или ремонта трубопроводы промывают водой, затем производят гидравлические испытания на прочность и плотность, при пробном давлении. Величина пробного давления обычно равна 1,25 от рабочего давления, но не менее 0,2 МПа; для арматуры 1,5 от рабочего давления.
При испытании конец проверяемого участка трубопровода закрывают заглушкой, давление создаю с помощью ручного гидравлического пресса. Вначале давление создают до разрешенного, выдерживают систему не менее 5 минут, после чего давление постепенно снижают до рабочего и производят осмотр. Трубопровод считается выдержавшим испытания, если, давление не падает, а также отсутствуют течи в соединениях.
5.3 Особенности наладки технологической линии
Вначале производят индивидуальные испытания каждой единицы оборудования, входящего и на рабочем режиме под нагрузкой. Затем регулируют в допустимых пределах производительность каждой машины и аппарата, чтобы убедится в возможности синхронной работы всей линии. Линию в целом опробуют в том же порядке, в котором производились индивидуальные механические и технологические испытания каждой единицы оборудования, т.е. вхолостую и с нагрузкой [1].
Эксплуатация оборудования должна производиться в строгом соответствии с требованиями технологической документации заводов-изготовителей. В случае отсутствия техдокументации она разрабатывается службой главного механика. Разрабатываются также инструкции по эксплуатации, выполнение которых обеспечивает безотказную работу оборудования. Они содержат следующие требования:
- порядок приема и сдачи смен;
- остановки и пуска оборудования, проведение его технологического обслуживания;
- требование бесперебойной, надежной эффективной работы оборудования;
- характерные неисправности, при которых оборудование необходимо остановить;
- порядок остановки оборудования при аварийной ситуации;
- перечень блокирующе-сигнализирующих устройств, отключающих оборудование в случае аварии;
- требование по технике безопасности и производственной санитарии. Начальник цеха (участка) закрепляет оборудование за эксплуатационным персоналом, несет ответственность за оборудование цеха, организует его правильную эксплуатацию, своевременную смазку, уборку и чистку, в том числе при передаче его в ремонт.
5.4 Монтаж, ремонт и эксплуатация фаршемешалки
К работе на фаршемешалке допускаются только лица, изучившие его устройство и приемы работы, прошедшие инструктаж но технике безопасности.
Работать на фаршемешалке можно только при установленных и укрепленных ограждениях. До начала работы необходимо обеспечить санитарное состояние фаршемешалки.
В процессе работы нужно следить за своевременной загрузкой сырья в корпус, своевременной выгрузкой обработанного сырья из корпуса фаршемешалки. В случае обнаружения неисправности (посторонний шум, искрение электродвигателя) следует немедленно выключигь фаршемешалку и не приступать к работе до полного устранения неисправности. [4]
В процессе эксплуатации фаршемешалки могут возникнуть различные неисправности, которые приведены в таблице 5.1
Таблица 5.1
| Неисправность | Причина возникновения | Способ устранения |
| При включенном приводе электродвигатель не включается. |
Сгорела катушка электромагнитного пускателя. Замыкание контактов пускателя. |
Заменить катушку или пускатель. Зачистить контакты. |
| При включенном электродвигателе привода, привод не работает. | Проскальзывание клиновых ремней. | Отрегулировать натяжение ремней. |
5.5 Монтаж, ремонт и эксплуатация волчка
Волчки устанавливают на фундамент или виброопоры. После выверки волчка проводят ревизию его узлов, открывают задний щиток, отворачивают спускную пробку и сливают остатки масла из редуктора. Новое масло заливают в редуктор согласно карте смазки. Затем кратковременными пусками проверяют правильность вращения шкива электродвигателя, предварительно сняв клиновые ремни. Направление вращения шкива электродвигателя должно быть против часовой стрелки, если смотреть со стороны шкива. Перед испытанием на холостом ходу надевают клиновые ремни и регулируют их натяжение. Ревизии подлежат ножевой механизм волчка и рабочий шнек. Новки шнека и режущего механизма при сборке смазывают пищевым жиром. Затем, прокручивая вал электродвигателя за ремни вручную, определяют легкость вращения валов. Выявленные дефекты устраняют и проводят испытание кратковременными пусками на холостом ходу. Избегают излишних холостых ходов при отсутствии в ножевом механизме смазки.
При испытаниях под нагрузкой следят за тем, чтобы вместе с мясом в машину не попадали кусочки костей и другие предметы, регулируют работу режущего механизма.
Значительная затяжка гайки на волчке приводит к заклиниванию двустороннего ножа между плоскостями решеток и может вызвать поломку ножей или самой машины. Излишний зазор между лезвиями ножа и плоскостями решеток ухудшает условия резания, снижает качество измельчаемого сырья и увеличивает потребление мощности. Лезвие ножей должны прилегать к плоскостям ножевых решеток [3]. После окончания испытаний под нагрузкой поверхности волчка, соприкасавшиеся с сырьем (чаша, корпус, шнеки, ножи, подпора шнека), подвергают санобработке: моют горячей водой и стерилизуют кипятком.
Затем все поверхности перечисленных деталей протирают насухо и смазывают тонким слоем несоленого пищевого жира. В случае длительной остановки машины, например, при ремонте, детали смазывают технической антикоррозийной смазкой. Основные неисправности волчков представлены в таблице 5.2.
5.6 Техническое обслуживание и ремонт оборудования
Техническое обслуживание (ТО) - это комплекс операций по поддержанию работоспособности оборудования, проводимых при использовании по назначению, хранении и транспортировки. Оно является основным профилактическим мероприятием, предназначенным для обеспечения надежной работы оборудования между плановыми ремонтами, и выполняется в течение смены, между шнеками или в период технологических остановок.
Таблица 5.2 -Возможные неисправности волчков
| Наименование неисправности | Причина возникновения | Способы устранения |
| Электродвигатель нагревается и периодически останавливается. | Недостаточная мощность электродвигателя, слишком велика частота вращения и подача продукта. | Заменить электродвигатель, уменьшить частоту вращения. |
| Шнек плохо подает мясо, выталкивается обратно в загрузочную горловину. | Слишком большой зазор между червяком и внутренней стенкой рабочего цилиндра или небольшая пропускная способность решеток по сравнению с подачей шнека. | Восстановить витки червяка или вставить новые ребра в рабочий цилиндр, так, чтобы зазор был не более 0,3…0,4 мм, сменить ножи, решетки. |
| Продукт плохо измельчается или сильно нагревается. | Неправильно собран режущий механизм. Затупились ножи и забились решетки: не прилегают плотно к решеткам. | Разобрать режущий механизм, проверить и устранить дефекты сборки. Заточить ножи и прочистить решетки. |
| Внутри рабочего цилиндра слышен посторонний шум и стук. | Сломался нож или решетка захватила посторонний предмет. | Остановить волчок, разобрать цилиндр, удалить ломаные детали. |
Объем работ при ТО определяется в технической документации завода изготовителя. ТО включает:
- смазку оборудования;
- проверка действия смазочных устройств и маслопроводов;
- смена и пополнение масла в картерах;
- наблюдение за состоянием подшипников и зазоров в местах сопряжения деталей;
- наблюдение за состоянием фланцев трубопроводов, штуцеров и люков аппаратуры, шпоночных соединений;
- наблюдение за работой контрольно-измерительных приборов;
- наблюдение за работой системы охлаждения;
- надзор за натяжением и состоянием ремней, тросов, цепей;
- проверку наличия и исправности ограждений;
- проверку исправности заземления;
- подтяжка разлаженных креплений, сальников, смена стяжных болтов и арматуры, прогонка болтов с гайками, смена прокладок, наложение хомутов на трубопроводы;
- частичная регулировка прочистка смазочных отверстий;
- проверка общего состояния изоляции.
Все обнаруженные в процессе ТО неисправности фиксируются в специальном журнале.
Правильная организация ТО увеличивает сроки службы оборудования, сохраняет высокое качество его работы, исключает аварии, а также ускоряет и удешевляет плановые ремонты.
Работники службы главного механика и технологического цеха проводят контрольные осмотры. Устанавливается полнота и качество технического обслуживания, фактическое, техническое состояние ответственных узлов и деталей, утоняется объем и вид предстоящего ремонта. Количество и периодичность контрольных осмотров устанавливает служба главного механика. График проведения осмотров оборудования утверждается главным механиком.
Система ПТОР предусматривает следующие виды ремонта:
1) Текущий - выполняется для обеспечения или восстановления работоспособности оборудования и состоит в замене или восстановлении его отдельных деталей и сборочных единиц.
В зависимости от характера и объема приводимых работ текущие ремонты подразделяются на первый текущий ремонт (Т1) и второй текущий (Т2).
Текущий ремонт оборудования осуществляется как в ремонтный период, так и в период эксплуатации оборудования.
2) Капитальный ремонт (К) выполняется для обеспечения исправности и полного или близкого к полному восстановлению ресурса оборудования с заменой или восстановлением любых его частей.
Послеремонтный ресурс должен составлять не менее 80 % ресурса нового оборудования.
6. Безопасность и экологичность проекта
6.1 Производственная безопасность
Для обеспечения безопасности проектируемых производств следует исходить из современных достижений в разработке техники и технологии, комплексной механизации и автоматизации производственных процессов при строгом соблюдении технологической и трудовой дисциплины.
6.1.1 Физические опасные и вредные производственные факторы
Одним из значительных факторов производственной среды является микроклимат. Отклонение от нормируемых параметров микроклимата может привести к снижению производительности труда, повышению утомляемости рабочих.
Помещения линии производства вареных колбас можно охарактеризовать как помещения с незначительными избытками явной теплоты. Согласно с СанПиН 2.2.4.548-96, основную массу работ можно отнести к категориям IIа, IIб (прием сырья, жиловка, обвалка, измельчение и посол мяса, приготовление фарша,) и Iб (формовка, вязка).
Несоответствие санитарным нормам метеорологичеких условий также можно отметить в цехе жиловки и в цехе измельчения и особенно в цехе куттерования, так как это связано с технологическими требованиями (температура не должна превышать +5°С).
Для поддержания микроклимата на предприятии имеются вентиляционные установки, использующие вентиляторы типа ВР 290-46 №2п в холодное время помещение отапливаются с помощью системы водяных калориферов типа КСК3-12-02.
Тип вентиляторов и калориферов подобраны согласно СНиП 41-01-2003. Допустимые параметры микроклимата приведены в таблице 6.1.
Таблица 6.1. - Допустимые параметры микроклимата рабочей зоны производственных помещений
| Параметры | Категория работ | ||||
| Iб | IIа, IIб | ||||
| Период года | Холодный | Теплый | Холодный | Теплый | |
| Температура воздуха, °С | Диапазон ниже оптимальных величин | 19,0-20,9 | 20,0-21,9 |
17,0-18,9 15,0-16,9 |
18,0-19,9 16,0-18,9 |
| Диапазон выше оптимальных величин | 23,1-24,0 | 24,0-28,0 |
21,0-23,0 19,0-22,1 |
22,1-27,0 21,1-27,0 |
|
| Температура поверхностей, °С | 18,0-25,0 | 19,0-29,0 |
16,0-24,0 14,0-23,0 |
17,0-28,0 15,0-28,0 |
|
| Относительная влажность воздуха, % | 15-75 | 15-75 | 15-75 | 15-75 | |
| Скорость движения воздуха, м/с | Для диапазона температур ниже оптимальных величин | 0,1 | 0,1 |
0,1 0,2 |
0,1 0,2 |
| Для диапазона температур выше оптимальных величин | 0,2 | 0,3 |
0,3 0,4 |
0,4 0,5 |
|
Одним из основных вредных и опасных физических
факторов в линии производства вареных колбас является повышенная опасность
поражения электрическим током, из-за наличия электрооборудования. Согласно «Правилам
устройства электроустановок (ПУЭ)» для предотвращения опасных ситуаций
двигатели всех используемых машин должны быть надежно заземлены с
сопротивлением заземлителя ![]() , а все токоведущие линии – изолированы.
, а все токоведущие линии – изолированы.
В каждом из цехов необходимо установить опознавательные знаки и плакаты, предупреждающие об опасности поражения электрическим током.
Согласно классификации помещений по электроопасности
ГОСТ 12.1.038-82 с изм. 1996, линию производства вареных колбас в зависимости от выполняемых работ можно отнести к III категории – особо опасные помещения (обвалочный цех и цех приготовления фарша, цех термокамер).
В качестве мероприятий направленных на предотвращение электротравматизма необходимо использовать следующие меры: применение токов безопасного напряжения, изоляция токоведущих частей, защитное заземление, защитное зануление, применение электрозащитных средств.
Достаточное освещение наиболее благотворно влияет на зрение и общую производительность труда. В производственных помещениях предусмотрено Естественное боковое и общее искусственное освещение. Нормы естественного и искусственного освещения для различных цехов линии производства вареных колбас, в соответствии со СНиП 23-05-95 приведены в таблице 6.2.
Нормированное значение эквивалентного уровня звука в соответствии со СНиП 23-03-2003 составляет 69 дБА. Для обеспечения данного значения уровня звука предусмотрена звукоизоляция, а также средства индивидуальной защиты - наушники.
Данные по уровню звука от различных видов оборудования линии производства тефтелей представлены в таблице 6.3
Виброскорость используемого оборудования не превышает порогового значения 5*10-8 м/с, поэтому мероприятия по снижению вибрации не требуется.
6.1.2. Химические опасные и вредные производственные факторы
Для мойки и дезинфекции рабочих мест и машин, на предприятиях мясной промышленности применяют следующие средства: карбонат натрия, гидроксид натрия, хлорную известь, перекись водорода и некоторые другие, так же в качестве добавки в продукт используется для придания колбасным изделиям
Таблица 6.2 – Характеристика освещенности рабочего места
| Наименование операции |
Разряд зрительных работ |
Естественное освещение |
Искусственное освещение |
|
|
система освещения |
КЕО, % |
нормированная освещенность, лк |
||
| Обвалка, жиловка, измельчение и посол | VI | боковая | 0,6 | 200 |
|
приготовление компонентов, фарша |
VIIIа | - | 0,6 | 200 |
| формование | VI | боковая | 0,6 | 200 |
Таблица 6.3 – Усредненные данные по замеру уровней звука от различных видов оборудования.
| Вид оборудования | Эквивалентный уровень звука, дБА |
| Куттер | 69 - 72 |
| Электродвигатель | 40 - 43 |
| Шпигорезка | 85 |
| Термокамера | 75 |
| Компрессор | 96 - 100 |
приятного розового цвета добавляют нитрит натрия, в процессе обжарки образуются вещества, являющиеся продуктами неполного сгорания топлива (окись углерода, двуокись азота), однако, в рабочую зону они не поступают.
После мойки и дезинфекции оборудование тщательно ополаскивают водой до полного удаления моющих и дезинфицирующих средств (контроль по фенолфталеину или лакмусовой бумаге, отсутствию запаха).
Значения ПДКр.з., а также другие характеристики указанных веществ в соответствии с ГН 2.2.5 1313-03 приведены в таблице 6.4.
Таблица 6.4 – характеристика веществ, применяемых для мойки аппаратов
| Техническая операция | Вещество |
ПДКр.з,
|
Класс токсичности |
Воздействие на организм человека |
Меры защиты |
|
Мойка и дезинфекция |
гидроксид натрия |
0,5 |
2 высокоопасные |
химический ожог | Предохранительные очки, резиновые сапоги, перчатки, фартуки, марлевые повязки на нос и рот, вентиляция |
| карбонат натрия | 5 |
4 умерено опасные |
отравление | ||
|
перекись водорода |
100 |
2 высокоопасные |
химический ожог |
6.1.3 Биологические и психофизические опасные и вредный производственные факторы
На предприятии при приеме сырья (скота) ведется жесткий ветеринарный контроль, также ведется жесткий бактериологический контроль при приеме других ингредиентов, что в целом исключает проникновение вредоносных микроорганизмов в продукцию и на рабочие поверхности аппаратов и машин. В результате этих мероприятий практически исчезает угроза биологических ОВПФ. Для профилактики возникновения вредоносных микроорганизмов применяют мойку и обработку паром рабочих поверхностей аппаратов и машин. При работе персонала в цехах измельчения и вязки батонов, вследствие наличия большого количества ручных однообразных операций, наблюдается нервно-психические перегрузки. В цехах приготовления компонентов и механической обвалки существует проблема физической перегрузки персонала. Данные вредные факторы возможно устранить увеличением времени отдыха персонала и степени автоматизации операций.
6.2. Экологическая безопасность
Отходы производства вареных колбас связаны с выбросами в атмосферу газов, сбросами в водоемы сточных вод, ухудшающих состояние почвы, прилегающей к предприятию, а также твердыми отходами. Степень вредного воздействия на природу определяют по параметрам: ПДК, ПДВ, БПК, ХПК. Твердыми отходами являются кости и костный остаток, которые перерабатываются на предприятии и затем реализуются.
Источником загрязнения воздуха является котельная предприятия. В атмосферу выбрасываются оксиды углерода и азота. Значения ПДКм.р. приведены в таблице 6.5.
Однако эти значения превышаются и к предприятию применяются штрафные санкции.
Таблица 6.5- ПДКм.р оксидов углерода и азота
| Соединения | ПДКм.р, мг/м3 |
| Оксид азота | 0,6 |
| Оксид углерода | 0,81 |
Предельно допустимые концентрации (ПДК) и содержания химических веществ в воде водоемов после смешения со сбрасываемыми стоками не должны превышать нормы, установленные в ГН 2.1.5.1315-03.
Ориентировочные допустимые уровни (ОДУ) химических веществ в воде должны превышать нормы, установленные в ГН 2.1.5.689-98. Значения ПДК и ОДУ некоторых химических веществ приведены в таблице 6.6.
Очистные сооружения мясоперерабатывающего завода включают в себя два отделения: гидроуловитель и флотатор. Исходный производственный сток проходит через решетку, на которой задерживаются грубодисперсные и волокнистые примеси. Отбросы с решеток собираются в контейнер и отправляются на свалку. Далее сток попадает в приемный резервуар (песколовушку). Здесь взвешенные частицы выпадают в осадок, который удаляется насосом и отправляется на свалку. Далее из резервуара сточные воды полаются в жироловушку, где всплывает жир и выделяется осадок. Из жироуловителя сток поступает во флотатор, откуда через камеру очищенных стоков сбрасывается в канализацию.
6.3 Безопасность в чрезвычайных ситуациях
При нарушении установленных норм эксплуатации технологического оборудования возможно возникновение чрезвычайных ситуаций различного рода. Также в качестве одной из причин возникновения чрезвычайных ситуаций на производстве могут послужить различные природные стихийные бедствия (ураганы, молнии и т.д).
Таблица 6.6 – ПДК и ОДУ некоторых химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования
|
Наименование вещества (синонимы) |
№ по САS | Норматив | Величина норматива (мг/дм3) | Лимитирующий показатель вредности | Класс опасности |
|
Гелезагуститель OG-10 Gellant |
ПДК | 0,3 | общ. | 3 | |
| Диметилэтаноламмоний хлорид полигидроксилпроиленамина | ОДУ | 5,0 | общ. | 3 | |
| Проксифеин | 65497-24-7 | ОДУ | отсутствие | общ. | 1 |
| гидроксид натрия | 144-55-8 | ПДК | 0,02 | общ. | 2 |
| карбонат натрия | ПДК | 1,0 | общ. | 4 | |
| перекись водорода | ПДК | 0,2 | общ. | 2 |
Производственные помещения линии производства вареных колбас, в соответствии с НПБ 105-03, можно отнести к категории Д – низшая степень взрывопожарной опасности.
При обнаружении пожара в производственном помещении необходимо немедленно вызывать спасательные и пожарные расчёты, одновременно с этим, провести эвакуацию работников предприятия по заранее разработанным планам эвакуации через специально предусмотренные пожарные выходы. Самостоятельную борьбу с огнем персонал предприятия должен проводить в случае возникновения небольших очагов возгорания, это осуществляется посредством огнетушителей типа ОУ-5 или ОПУ-5 и системы противопожарного водоснабжения.
Для защиты от природного электричества производственное здание снабжено молниеотводами. Выбор типа и высоты молниеотводов производится в соответствии с СО 153-34.21.122-2003.
6.4 Расчет количества теплоты, влаги и диоксида углерода
Целью расчета является определение количества теплоты, влаги, диоксида углерода выделяемых одной сменой рабочих, и объема воздуха, необходимый для удаления этих выделений в холодный и горячий периоды года.
Исходные данные:
| Количество человек в смене, M, чел | 10 |
| Категория тяжести работ | IIб |
| Температура воздуха в помещении, °С | 19 |
| Город | Воронеж |
|
Средняя температура наружного воздуха: в жаркий период года, °С в холодный период года, °С |
24,2 -14 |
|
Влагосодержание: в жаркий период года, г/м3 в холодный период года, г/м3 |
21,5 1,5 |
Определим количество теплоты Q, выделяемой всеми рабочими смены, Вт:
Q=q*M*8 , (6.1)
где q- количество теплоты, выделяемое одним человеком, Вт/ч, примем q= 205 Вт/ч [21]
![]() .
.
Определяем количество влаги d, выделяемое всеми рабочими данной смены, г/ч:
d=di*M , (6.2)
где di- количество влаги, выделяемой одним человеком, г/ч. Принимаем di=140г/ч [21]
![]() .
.
Определяем количество диоксида углерода МСО2, выделяемого всеми рабочими данной смены, г/ч:
Mco2= qco2* M, (6.3)
где qСО2- количество диоксида углерода, выделяемого одним рабочим, г/ч. Принимаем qСО2=90 г/ч [21]
![]() .
.
Определяем необходимый объем воздуха Ld для удаления этих избыточной влаги в холодный и горячий периоды года, м3/ч:
Ld=d/dj , (6.4)
где dj- влагосодержание в соответствующий период года, г/м3
В жаркий период года:
![]() .
.
В холодный период года:
![]() .
.
Определяем объем воздуха LCO2, необходимый для удаления диоксида углерода, м3/ч:
Lco2=Mco2/ПДКр.з.со2 (6.5)
где ПДКР.З.СО2- предельно допустимая концентрация СО2 в рабочей зоне, мг/м3. Примем согласно ГН 2.2.5.1313-03 ПДКР.З.СО2 = 9000 мг/м3=9 г/м3
![]()
7. Технико-экономический расчет
В технико-экономических расчётах рассчитываются затраты на реализацию проекта, дополнительных текущих издержек и экономии трудовых, материальных и финансовых ресурсов. Определяется годовой экономический эффект и срок окупаемости затрат на реализацию проекта.
Таблица 7.1 - Технико-экономические показатели
| Показатели | Обозначение | Единицы измерения | Значение показателя |
| 1 | 2 | 3 | 4 |
| 1 . Объем производства | Впр | т/год | 112 |
| 2. Цена единицы продукции | Ц1 | р/кг | 118,17 |
| 3. Проектируемая цена реализации единицы продукции | Ц2 | р/кг | 120,1 |
| 4. Норматив расхода на текущий ремонт, содержание и амортизацию | Нар | % | 16 |
| 5. Стоимость технических средств для реализации проекта, всего | КБ+КВ | тыс. р. | 126,529 |
|
6. Средний заработок по предприятию: по рабочим поИТР |
ЗСР ЗР ЗИТР |
тыс. р. тыс. р. тыс. р. |
8,25 7,5 9,0 |
| 7. Минимальная заработная плата | Зmin | тыс. р. | 2,6 |
| 8. Режим работы предприятия | смен. | 1 | |
| 9. Покупная цена электроэнергии | ЦЭР | руб. | 2,89 |
| 10. Стоимость 1м2 производственной площади | Спл | тыс. р. | 8,0 |
| 11. Стоимость 1 чел.-часа проектных работ | Сп | тыс. р. | 0,1 |
| 12. Норматив экономически эффективных капитальных затрат | ЕН | % | 15 |
| 13. Себестоимость единицы продукции | С1 | руб. | 110 |
7.1 Расчёт капиталовложений
Приведем в таблицах 7.2, 7.3, 7.4 сведения о затратах на реализацию проекта.
Таблица 7.2 - Расчет материальных расходов
| Наименование | Единицы измерения | Цена, р | Расход | Сумма, р. |
| Фаршемешалка | ||||
|
Сырье, материалы 1. Лист 12x280x240,65X13 2. Электроды |
кг пачка |
173 146 |
25 7 |
4325 1022 |
| Волчек | ||||
| 3. Сталь 12Х13 | кг | 148 | 24 | 3552 |
| 4. Электроэнергия | кВт×ч | 2,89 | 466 | 1347 |
| Агрегат для производства чешуйчатого льда | ||||
|
5.Сталь 12Х18Н9Т Комплектующие: Болт М10 Винт М6 |
кг шт шт |
154 3 1,5 |
27 6 30 |
4158 18 45 |
| Итого (ЗМ) | 14467 | |||
Таблица 7.3 - Расчет трудозатрат и средств на оплату труда
| Вид работ |
Трудоемкость, чел×час |
Разряд |
Часовой тариф, р. |
Оплата труда, р |
|
Станочные: Токарные Фрезерные Шлифовальные Сверлильные Электроимпульсная Слесарные Монтаж- демонтаж |
12 13,6 10 8 12 11 40 |
6 5 5 4 5 5 5 |
72 70 72 68 70 70 74 |
864 952 720 540 840 770 2960 |
| Итого (Зтр) | 7746 |
Таблица 7.4 - Приобретение технических средств
| Наименование | Цена, тыс. р. | Количество, шт | Сумма, тыс. р. |
|
Фреза торцевая, D = 160 мм Фреза торцевая, D = 100 мм Фреза концевая, D = 40 мм Фреза концевая, D = 16 мм Фреза шпоночная, D = 16 мм Резцы токарные Мотор-редуктор Пульт управления Выключатель концевой |
3,889 2,714 0,960 0,232 0,184 0,084 8,7 2 0,371 |
1 1 1 1 1 3 1 1 2 |
3,889 2,714 0,960 0,232 0,184 0,252 8,7 4 0,742 |
| Итого(КВ) |
21,673 i |
Капитальные затраты, тыс. р, на создание и реализацию проекта, направлены на проектирование, изготовление и монтаж новых узлов и оборудования, покупку комплектующих и технических средств, обеспечение дополнительными производственными площадями, инфраструктурой;
![]() , (7.1)
, (7.1)
где КБ - балансовая стоимость основного оборудования, дополнительно устанавливаемого по проекту, включающая расходы на приобретение, транспортировку, хранение, монтаж и наладку, тыс.р.;
КВ - стоимость вспомогательного оборудования и резервного оборудования, тыс. р.;
КИ - затраты на создание дополнительной инфраструктуры, тыс. р.;
Кс - стоимость зданий и помещений, дополнительно необходимых для реализации проекта, тыс. р.;
КП - производственные затраты, включающие расходы на проектирование и разработку, тыс. р.;
Кд - стоимость демонтируемых основных производственных фондов, тыс. р.;
Ко - экономия капиталовложений за счёт реализации оборудования, технических средств, демонтируемых при реализации проекта, тыс. р.
Балансовая стоимость основного оборудования:
КБ = СП, (7.2)
где СП - полная себестоимость изготовления, тыс. р.:
СП = (1+кН)×ЗП, (7.3)
где кН - коэффициент, учитывающий накладные расходы, кН =2,5;
ЗП - прямые затраты на изготовление оборудования, тыс. р.:
ЗП = ЗО+ЗМ, (7.4)
где ЗМ - материальные расходы, тыс. p.,
3О - основная и дополнительная заработная плата, тыс. р.,
ЗО = ЗТР×кЗ, (7.5)
где ЗТР - трудозатраты и средства на оплату труда, тыс. р.;
к3 =2 - коэффициент, учитывающий дополнительную зарплату и начисления,
ЗО = 7,746×2 = 15,492 тыс.р.,
Прямые затраты:
ЗП = 14467+15,492 = 29,959 тыс.р.,
Себестоимость:
СП = (1+2,5)× 29,959= 104,856 тыс.р.
Балансовая стоимость:
КБ = 104,856 тыс.р.
Стоимость приобретённых вспомогательных технических средств, тыс. р.:
(см. таблицу 5.4) КВ =21,673 тыс. р.
Затраты на создание дополнительной инфраструктуры, тыс. р.:
КИ = 0,1×КБ, (7.6)
КИ = 0,1×104,856 = 10,4856 тыс. р.
Стоимость зданий и помещений, дополнительно необходимых для реализации проекта, тыс. р.:
КС = СПЛ×ПЛ, (7.7)
где СПЛ - стоимость одного квадратного метра площади помещения под реализацию проекта, тыс. р./м2;
ПЛ - занимаемая площадь, м2;
Так как на реализацию проекта не требуются дополнительные площади, то принимаем КС = 0.
Производственные затраты, включающие расходы на проектирование и разработку, тыс. р.:
КП = ТП×СП, (7.8)
где СП – стоимость часа проектирования, СП = 0,1 тыс.р.;
ТП – трудоемкость проектных работ, чел×ч.
ТП = 8×М×В, (7.9)
где 8 – длительность рабочего дня;
М - число проектировщиков, М = 2 чел;
В - длительность проектирования, В=30 дней:
ТП = 8×2×30 = 480 чел×ч.
КП = 480×0,1 = 48 тыс. р.
Стоимость демонтируемых основных производственных фондов, Кд=0.
Экономия капиталовложений за счёт реализации оборудования, технических средств, демонтируемых при реализации проекта, КО = 0.
Таким образом, капитальные затраты:
К = 104,856 +21,673+10,4856 +0+48+0-0 = 185,015 тыс. р.
7.2 Расчет дополнительных текущих расходов
Дополнительные текущие расходы И, тыс.р./год, определяются по формуле:
И = ИЗ + ИЭ + ИА + ИС + ИМ + ИП, (7.10)
где: ИЗ - затраты на содержание персонала, дополнительно необходимого для обслуживания оборудования и технических средств после реализации проекта, тыс. р./год;
ИЭ - стоимость дополнительно потребляемых энергоресурсов, тыс. р./год;
ИА - дополнительные расходы на содержание, текущий ремонт и амортизацию оборудования и технических средств, тыс.р./год;
ИС - дополнительные расходы на содержание, текущий ремонт и амортизацию зданий и помещений, занимаемых оборудованием и персоналом, тыс. р./год;
ИМ - дополнительные расходы основных, вспомогательных материалов и приборов, тыс. р./год;
ИП - прочие дополнительные расходы (стоимость услуг сторонних организаций, содержание транспорта и другие административно-управленчиские расходы), тыс. р./год..
Учитывая, что данная модернизация не имеет дополнительных особо сложных приспособлений, для данного дипломного проекта, главными являются показатели, учитывающий дополнительные расходы на содержание, текущий ремонт и амортизацию оборудования и технических средств, тыс. р./год., и показатель стоимости дополнительно потребляемых энергоресурсов, тыс. р./год:
![]() (7.11)
(7.11)
где ИА – дополнительные расходы на содержание, текущий ремонт и амортизацию оборудования и технических средств, тыс. р./год:
![]() (7.12)
(7.12)
где Нар=16 – норматив расхода на текущий ремонт, содержание и амортизацию,%;
![]() тыс. р./ год.
тыс. р./ год.
Иэ – стоимость дополнительно потребляемых энергоресурсов, тыс. р./год;
Иэ=Иэл=М*КЦ*Цп*Тн, (7.13)
где М = 0,2– расход электроэнергии в смену, кВт*ч;
Тн =1 – число смен;
КЦ= 1920 – интенсивность использования установленной мощности,ч;
Цп =2,89 – стоимость электроэнергии, р./ кВт*ч.
Иэ=0,2×1×1920×2,89= 1,109 тыс.р./год.
И= 21,992+1,109=23,101 тыс. р./год.
7.3 Экономия текущих затрат
Экономия текущих затрат, тыс. р./год:
ЭТ = ЭС + ЭЗ + ЭУ + ЭБ + ЭК + ЭН – ЭО – И,(7.14)
где ЭС - экономия, обусловленная уменьшением расхода сырья, материалов, топлива и т. д., тыс. р./год;
ЭЗ - экономия на заработной плате и сопутствующих ей отчислениях, тыс. р./год;
ЭУ - экономия на части расходов, образующихся при увеличении объёма производства, тыс. р./год;
ЭБ - экономия, обусловленная уменьшением брака продукции и увеличением её качества, тыс. р./год;
ЭК - экономия, обусловленная увеличением качества продукции, тыс.р./год;
ЭН - экономия, обусловленная повышением уровня надёжности оборудования, тыс. р./год;
ЭО - экономия на расходах по содержанию, ремонту и эксплуатации оборудования, тыс. р./год;
И - дополнительные текущие расходы, тыс. р./год.
Расчет экономии текущих затрат определим на календарный год, тыс. р./год:
ЭТ = ЭК + ЭН + ЭС – И. (7.15)
Экономия, обусловленная повышением уровня надежности оборудования, ЭН, тыс.р/год:
![]() (7.16)
(7.16)
где О1 = 19 – количество внезапных внеплановых остановок в год до внедрения проекта;
О2 = 10 – количество внезапных внеплановых остановок в год после внедрения проекта;
У = 21,7 – стоимость одной незапланированной остановки, тыс. р.
![]() 195,3 тыс.р./год.
195,3 тыс.р./год.
ЭК= (Ц2 – Ц1)*Впр, (7.17)
ЭК= (120,1–118,17)*112000= 21,616 тыс. р./ год.
Эс=Нс*Дс*Впр*Цс , (7.18)
где Нс = 0,00012 – норма расхода воды на единицу продукции, м3/кг;
Дс =20 – относительное снижение нормы расхода воды, %;
Цс = 16,11– цена воды, р/м3.
Эс=0,00012*0,2*16,11*112000 = 4,303 тыс.р./год.
Экономия составит:
ЭТ = 195,3+ 21,616+4,303–23,101= 198,118 тыс.р./год.
7.4 Расчет годового экономического эффекта и показателя рентабельности и капиталовложений
Годовой экономический эффект, тыс. р./год, обусловленный внедрением проекта:
ЭГ = ЭТ - ЕН×К, (7.19)
где ЕН = 0,15- нормативный коэффициент экономической эффективности капитальных вложений в проект (таблица 7.1)
ЭГ =198,118– 0,15×185,015= 170,366 тыс.р./год.
Расчетный срок окупаемости капиталовложений с момента начала промышленной эксплуатации составит:
![]() ,(7.20)
,(7.20)
ТО = 185,015/ 198,118 ≈ 0,93 года.
Период реализации проекта с начала его финансирования до момента промышленной эксплуатации определяется по формуле:
ТР = ТП + ТИ + ТМ + ТОЭ, (7.21)
где ТП = 30 - длительность проектирования, дней;
ТИ =10 - длительность изготовления и время получения комплектующих, дней;
ТМ = 1- длительность монтажа и наладки, дней;
ТОЭ = 7 - длительность опытной эксплуатации, дней;
ТР = 30 + 10 + 1 + 7 = 48 дней.
Прирост прибыли предприятия, обусловленный внедрением проекта, тыс.р./год:
ПП = ЭТ + (Ц1 – С1)×(В2 – В1) + (Ц2 –Ц1)×В2, (7.22)
где Ц1 и Ц2 - цена выпускаемой продукции до и после внедрения проекта (см. таблицу 7.1),
С - себестоимость продукции, р. (см. таблицу 7.1);
B1 ;В2 - объёмы производства продукции до и после внедрения проекта, соответственно, т/год; так как объем производства не меняется,
то B1=В2 =11200 т/год (см. таблицу 7.1):
ПП=198,118+(0,11817-0,11)×(112–112)+(0,1201–0,11817)×112=219,734 тыс.р./год.
Таблица 7.5 – Результаты реализации проекта
| Наименование показателей | Величина показателя | |
| До внедрения проекта | После внедрения проекта | |
| Объем производства, т | 112 | 112 |
| Цена реализации 1 кг продукции, р. | 118,17 | 120,1 |
| Себестоимость единицы продукции, р./кг | 110 | 108,2 |
|
Прибыль с единицы продукции, р./ кг |
8,17 | 11,9 |
| Годовой экономический эффект, р./год | - | 170366 |
| Единовременные капиталовложения в проект, р. | - | 185015 |
|
Окупаемость капиталовложений (инвестиций), год |
- | 0,93 |
| Рентабельность капиталовложений, % | - | 119,7 |
Показатель рентабельности капиталовложений (эффективности) в проект определяется по следующей формуле, %:
![]() %, (7.23)
%, (7.23)
![]() %.
%.
Проведённые технико-экономические расчёты, подтверждают, целесообразность проведения модернизации. Прирост прибыли в первый же год реализации проекта составит 219734 р., а годовой экономический эффект от реализации проекта 170366 р. Необходимые инвестиции в размере 185015 р. окупятся за 0,93 года.
В таблице 7.5 представлены результаты экономических расчётов внедряемого проекта.
Заключение
В процессе выполнения дипломного проекта на основании проведенного литературного обзора и патентных исследований определены тенденции развития современной техники по переработке мясного сырья и предложены новые технические решения конструкций фаршемешалки, волчка, и льдогенератора на ООО «Мясокомбинат «Борисоглебский» г. Борисоглебск.
Были проведены расчеты, подтверждающие надежность и работоспособность спроектированных узлов и машин. Разработаны мероприятия по обеспечению экологической чистоты производства и безопасности обслуживания данного оборудования в производственных условиях.
Рассчитан годовой экономический эффект от внедрения предложенных модернизаций для данного предприятия, который составил 170366 р., а также срок окупаемости капиталовложений в проект 0,93 года, что подтверждает эффективность внедрения проекта.
Список использованных источников
1. Лаврова, Л.П. Технология колбасных изделий [Текст]/. Л.П. Лаврова, В.В. Крылова – М.: Пищевая промышленность, 1975.
2. Машины, оборудование и средства автоматизации для перерабатывающих отраслей АПК. Каталог. Том 1, ч.1. Мясная промышленность[Текст]/ – /М.: Агро-НИИТЭИ по инженерно-техническому обеспечению, 1990.
3. Оборудование для мясной и пищеперерабатывающей промышленности. ч.З. Оборудование для производства колбасных изделий и полуфабрикатов Отраслевой каталог. [Текст]/ – /М.: ЦНИИТЭИ легпищепром, 1986.
4. Корнюшко Л.М. Оборудование для производства вареных колбасных изделий.[Текст]/ Корнюшко Л.М. – М.: Колос, 1993. – 304 с.
5. Парфенупуло М.Г Практикум по курсу технологическое оборудование пищевых производств [Текст]/. Парфенупуло М.Г. Шевцов А.А., Остриков А.Н. – Воронеж: ВТИ. 1993 – 40 с.
6. Логоша И.Л. Оборудование для измельчения мяса и мясопродуктов, перемешивания, наполнения, дозирования и формования[Текст]/. Логоша И.Л. – М.: Машиностроение, 1966. – 139 с.
7. Косой В.Д. Совершенствование процесса производства вареных колбас [Текст]/. Косой В.Д. – М.: Легкая и пищевая промышленность, 1985. – 271 с.
8. Мясная промышленность[Текст]:информ.-аналит. журн./ 1992 г. № 1, 1992 г. № 6, 1993 г. № 1, 1993г. № 6, 1995г № 1-4.
9. Чубик И.А. Справочник по теплофизическим константам пищевых продуктов и полуфабрикатов. [Текст]/. Чубик И.А. Маслов А.М. – М.: Пищевая промышленность, 1965.
10. Сироткина Н. В. Методические указания к выполнению экономического раздела в дипломных проектах; Для студентов спец. 170600 / ВГТА; [Текст]/. Сироткина Н. В. – Воронеж, 1998
11. Ивашов Н. П. Технологическое оборудование мясоперерабатывающих предприятий Т.2. [Текст]/. Н.П. Ивашов – М.: Колосс, 2007
12. Пелеев А.И. Технологическое оборудование предприятий мясной промышленности [Текст]/. Пелеев А.И. – М.: Пищевая промышленность, 1971.
13. Редукторы и мотор-редукторы. Каталог. Часть 1. [Текст]/ – М., 1987.
14. Чернавский С.А Курсовое проектирование деталей машин: Учеб. пособие для учащихся машиностроительных специальностей техникумов. 2-е изд., перераб. и доп. [Текст]/. Чернавский С.А., Боков К.Н., Чернин И.М. и др. – М.: Машиностроение, 1988.
15. Чернин И.М. Расчеты деталей машин [Текст]/. Чернин И.М., Кузьмин А.В., Ицкович., Г.М. – Минск.: Высшая школа, 1974
16. Анурьев В.И.. Справочник конструктора-машиностроителя Т.1. - 6-е изд., перераб. и доп. [Текст]/. Анурьев В.И.– М.: Машиностроение, 1982,576 с.
17. Егорушкин В.Е., Цеплович Б.И. Основа гидравлики и теплотехники. [Текст]/. Егорушкин В.Е., Цеплович Б.И. – М.: Машиностроение, 1990.
18. Учеб. пособие для машиностроительных техникумов [Текст]/. — М.: Машиностроение, 1981, 268 с.
19. Сегеда Д.Г. Охрана труда в пищевой промышленности. [Текст]/. Сегеда Д.Г., Дашевский В.И. – М.: Легкая и пищевая промышленность,1983, 344 с.
20. Горбатов В.М. Техника безопасности и охрана труда в мясной промышленности [Текст]/. Горбатов В.М., Юрьев Ф.Ф. – М.: Пищевая промышленность, 1967.
21. Варваров В.В. Справочные материалы для выполнения РГР по безопасности жизнедеятельности БЖД/ВГТА, Каф. БЖД: [Текст]/ Варваров В.В. и др. – Воронеж, 1998. – 22 с.
22. Кирсанов В.И. Методические указания к выполнению раздела «Безопасность и экологичность » в дипломных проектах; Для студентов спец. 170600 / ВГТА; [Текст]/. Кирсанов В.И. – Воронеж, 1998.
23. СНиП 23-05-95 «Нормированные значения искусственного освещения. Нормированные значения КЕО при естественном и совмещённом освещении».
24. СНиП 23-03-2003 «Допустимые уровни звукового давления, уровней звука, эквивалентные и максимальные уровни звука, проникающего шума в помещении производственных зданий».
25. НПБ 105-03 «Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности».
26. СанПин 2.2 4.548-96 «Гигиенические требования к микроклимату производственных помещений».
27. ГН 2.2.5 .1313-03 «Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны».
28. ГОСТ 12.1.012-90 «Санитарные нормы одночисловых показателей вибрационной нагрузки на человека»
29. СО 153-34.21.122-2003 «Инструкция по устройству молниезащиты зданий, сооружений и промышленных коммуникаций».
30. ГН 2.2.5 1315-03 «Предельно допустимые концентрации химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования».
31. ГОСТ 12.1.038-82 «Электробезопасность. Предельно допустимые значения напряжений прикосновений и токов»
32. ГН 2.1.5.689-98 «Ориентировочные допустимые уровни (ОДУ) химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования».