
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Реферат: Ультразвуковой контроль оси колёсной пары электровоза ВЛ-10
Реферат: Ультразвуковой контроль оси колёсной пары электровоза ВЛ-10
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Уральский государственный университет путей сообщения
Кафедра «ТКМ и химии»
Ультразвуковой контроль оси колёсной пары электровоза ВЛ-10
Проверил
преподаватель
Ригмант М.Г. Выполнил
студент группы 2003 - Т - 1062
Шумаков Г.В.
Екатеринбург
2008
Содержание
1 Описание контролируемой детали
2 Сущность метода контроля УЗК
2.1 Физические основы
2.2 Пьезоэффект и пъезоэлектрические преобразователи
3 Методика работы
4 Обоснование метода
Список используемых источников
1 Описание контролируемой детали
Унифицированные колёсные пары с зубчатым колесом на удлиненной ступице устанавливаются на электровозы ВЛ60к, ВЛ80, ВЛ80к, а так же ВЛ10 и ВЛ11. Они состоят из оси, на которую с усилием 110-150 тс напрессованы колёсный центр с бандажом и зубчатым колесом. Колёсные пары должны удовлетворять требованиям ГОСТ 11018-64.
Оси изготовляют из осевой локомотивной стали Ос. Л ГОСТ 4728-72. Откованные заготовки осей нормализуют с последующим отпуском. Ось должна удовлетворять требованиям ГОСТ 3281-59. Допуск диаметра подступичной части оси подбирают по фактическим размерам сопрягаемых поверхностей колеса и оси, обеспечивающим условия запрессовки.
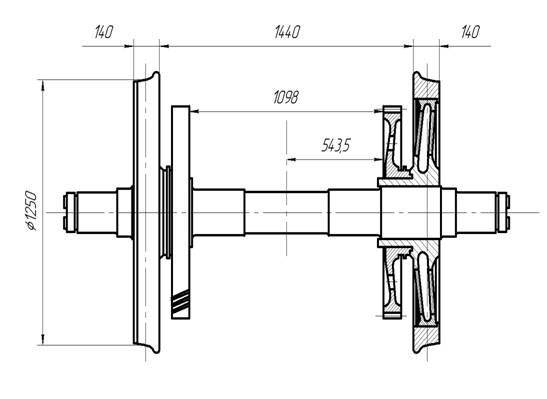
Рисунок 1 – Унифицированная колёсная пара электровозов ВЛ60к, ВЛ80, ВЛ80к, а так же ВЛ10 и ВЛ11.
2 Сущность метода контроля УЗК
2.1Физические основы
Акустические методы контроля основаны на свойствах упругих механических колебаний, которые могут быть возбуждены в различных физических средах: твёрдых, жидких и газообразных. Упругие колебания представляют собой колебания частиц среды относительно своего положения равновесия, которые могут передаваться от одних частиц к другим т.е. такие колебания сопровождаются распространением энергии. Распространение энергии при упругих колебаниях происходит в виде волн за счёт упругих межмолекулярных связей.
В зависимости от частоты механических колебаний различают звук (механические колебания с диапазоном частот от 16 Гц до 20 кГц, воспринимающиеся человеческим ухом), ультразвук (механические колебания с частотой свыше 20 кГц) и инфразвук (механические колебания с частотой ниже 16 Гц). При контроле акустическими методами неразрушающего контроля используется, как правило, ультразвук. Упругие волны, распространяемые в среде источником ультразвука, в зависимости от своих свойств подразделяются на продольные, поперечные и поверхностные, причём поперечные и поверхностные волны могут распространяться только в твёрдых телах. Поверхностные волны могут распространяться в твёрдых телах только в поверхностном слое, глубина которого не превышает длину волны (λ). Акустические параметры некоторых материалов приведены в таблице 1.
Длина волны равна пути, пробегаемому волной за время полного цикла колебаний. Это время называется периодом колебаний (Т ). Число периодов колебаний в секунду называется частотой колебаний (f). Частота колебаний с периодом колебаний связаны простой зависимостью:
f=![]() (1)
(1)
Длина волны выражается зависимостью
λ = с∙Т, (2)
где с - скорость распространения волны в данной среде.
Учитывая формулы (1) и (2) длину волны можно выразить через частоту:
λ=![]() . (3)
. (3)
Эти соотношения справедливы для всех типов волн.
Величина энергии, проходящая в единицу времени через площадь 1 м2, расположенную перпендикулярно к направлению движения волны, называется интенсивностью волны I Вт/м (силой звука). Но поскольку на практике интенсивности звуковых волн изменяются в больших пределах, то для удобства их сравнения применяются относительные логарифмические единицы -децибелы (дБ). Уровень силы звука в децибелах будет:
N = 10∙lg![]() (4)
(4)
где I0 - некоторое пороговое значение интенсивности звуковой волны.
Важными характеристиками для ультразвукового контроля являются значения амплитуд колебаний (А) и звукового давления (Р):
Р = р∙с∙ώ∙А, (5)
где р - плотность среды;
с - скорость распространения волны;
ώ = 2∙π∙f - круговая частота колебаний.
Волновое сопротивление среды Z (Z = р∙с) имеет большое значение при переходе ультразвуковой волны через границу раздела сред.
При прохождении ультразвуковой (УЗ) волны через границу раздела двух сред одна часть энергии волны проходит через границу, а другая отражается от неё. В этом случае интенсивность отражённой волны (Iотр) будет пропорциональна интенсивности падающей волны (Iпад) и коэффициенту отражения R:
Iотр = R∙Iпад. (6)
Коэффициент отражения в свою очередь равен разности волновых сопротивлений граничащих сред:
R = Z1 -Z2 (7)
При R=0 будет наблюдаться полное прохождение ультразвука через границу раздела сред. Чем больше различие волновых сопротивлений сред, тем большая часть энергии отразится от границы раздела сред.
На этом физическом явлении основаны все контактные методы ультразвуковой дефектоскопии. Т.к. при наличии дефекта (несплошности) всегда имеется граница раздела между материалами несплошности и изделия c R ≠ 0 (сталь - шлак, сталь - воздух и т.п.), то в результате на ней будет происходить отражение Уз волны и частичное прохождение её через границу раздела. Поэтому дефекты могут быть обнаружены путём регистрации отражённых или прошедших УЗ волн.
Основными контактными методами являются теневой, зеркально-теневой и эхо-импульсный методы.
Важное значение в ультразвуковой дефектоскопии имеет угол падения волны на границу двух сред, т.к. он влияет на образование продольных, поперечных и поверхностных волн. Например, если ввести продольную ультразвуковую волну в металл через призму из оргстекла с углом менее 7°, то в метши введётся только продольная волна, от 28 до 55° - только поперечная, более 55° - только поверхностная волна. В связи с вышесказанным необходимо обратить внимание на то, что при прозвучивании оси колёсной пары вагона с торца продольной волной, последняя падает на цилиндрическую поверхность оси в её средней части под углом, близким к 90°, и трансформируясь в поперечную, отражается от неё под углом в 33°. Эти явления необходимо учитывать для получения достоверных результатов контроля.
2.2 Пьезоэффект и пьезоэлектрические преобразователи
Ультразвуковая дефектоскопия как средство обнаружения дефектов в изделиях базируется на свойствах ультразвука - проникновении в различные среды и отражении ультразвуковых волн от границы раздела сред.
В определённых условиях ультразвуковые колебания могут излучать некоторые природные и искусственные вещества, обладающие пьезоэлектрическими свойствами. К ним относятся кристаллические вещества: кварц, турмалин, сегнетова соль, сульфат лития; керамические вещества: титанат бария (ТБК-3), цирконат титанат свинца (ЦТС-19, ЦТСНВ-1, ЦТС-23). Сущность пьезо-эффекта состоит в том, что сжатие пластины из пьезоматериала приводит к появлению на её поверхностях электрических зарядов. Это явление называется прямым пьезоэффектом. Если же пластину поместить в переменное электрическое поле, то её толщина будет колебаться с частотой изменения поля. Такой пьезоэффект называется обратным. Эти явления позволяют преобразовывать электрические сигналы в ультразвуковые колебания и обратно. Наибольший эффект пьезопреобразования достигается при равенстве собственной частоты пьезопластины и частоты приложенного электрического поля (резонансе), который достигается при соотношении:
d=![]() ,
(8)
,
(8)
где λп - длина волны в пьезопластине.
Пьезоэлектрический преобразователь (ПЭП) предназначен для ввода ультразвуковых колебаний в контролируемую деталь, а также для приёма отражённых от границы раздела УЗ волн и преобразования их в электрические сигналы для последующей обработки электронными блоками дефектоскопа.
Пьезоэлектрический преобразователь представленный на рисунке 1 состоит из корпуса, в который установлена пьезоэлектрическая пластина, наклеенная на протектор из оргстекла (для наклонных преобразователей на призму из оргстекла), питающих проводов, электроразъёма и демпфера.
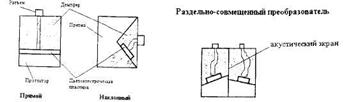
Рисунок 1 - Конструкция пьезоэлектрических преобразователей:
а- прямой; б- наклонный; в- раздельно-совмещённый
Пьезопластина покрыта с двух сторон токопроводящими слоями металла (например, серебра), которые являются электродами. Т.к. при колебании пластины колебания Распространяются в обе стороны, то пространство с обратной стороны пластины заполняется демпфирующим материалом, который гасит эти колебания и, следовательно, исключает возможность фиксирования их дефектоскопом.
ПЭП работает следующим образом. Пьезопластина колеблется с частотой подведённого к её электродам напряжения. Если подачу напряжения прекратить, то пластина ещё некоторое время будет совершать свободные колебания и отдавать энергию этих колебаний в контактирующую с ней среду, но их амплитуда будет быстро затухать. Таким образом, формируется короткий ультразвуковой зондирующий импульс. Пьезопластина возбуждает в призме исключительно продольную волну.
ПЭП бывают различных видов:
В зависимости угла ввода УЗ волн
- Прямые, когда у.з. колебания вводят в контролируемую деталь под углом 0° к вертикали (позволяют вводить только продольные волны);
- наклонные - вводят УЗ колебания под углом, заданным конструкцией ПЭП.
В зависимости от конструктивного исполнения ПЭП могут быть:
- раздельными, когда они выполняют функцию приёмника или излучателя УЗ колебаний;
- совмещёнными, когда выполняют функцию приёмника и излучателя УЗ колебаний;
- раздельно-совмещенными, когда два раздельных преобразователя смонтированны в общем корпусе и разделены акустическим экраном.
Кроме того, существуют специализированные преобразователи, изготовленные для контроля конкретного типа деталей. Например, ПЭП для контроля осей колёсных пар с торца оси (РУ-1Ш) или с зарезьбовой канавки (РУ-1). Корпус этого преобразователя повторяет собой форму оси в месте его установки. Внутри этого ПЭП смонтированы два совмещённых ПЭП (один прямой и один наклонный), а также схема их коммутации.
Оператор-дефектоскопист должен хорошо знать параметры и свойства преобразователей, применяющихся для контроля. Эти знания помогают правильно оценить значения сигналов, возникающих на электронно-лучевой трубке дефектоскопа. От этого зависит достоверность ультразвукового контроля. Характеристики ПЭП нормируются по ГОСТ 23702-79.
3 Методика работы
3.1 Общие положения
3.1.1 Ультразвуковому контролю подвергаются оси локомотивных колёсных пар при заводском и деповском ремонте.
3.1.2 Выполнение ультразвукового контроля по данной технологии обеспечивает выявление в осях усталостных трещин и внутренних несплошностей, являющихся браком завода-изготовителя, эквивалентных или большим по своим отражающим свойствам искусственным отражателям в КО оси, используемым для настройки чувствительности, а так же позволяет оценить структуру металла осей.
3.1.3 Контроль осей производится ультразвуковым дефектоскопом УД2-12, имеющим в комплекте прямой П111-2,5-К12-002 и наклонные П121-2,5-40-002, П121-2,5-18 преобразователи.
3.1.4 Для проверки работоспособности, а так же настройки чувствительности дефектоскопа необходимо изготовить контрольный образец (КО) оси электровоза. КО изготавливается по эскизу, приведённому на рисунке 2
3.1.5 Технология контроля включает в себя следующие этапы:
– подготовка к контролю;
– проведение контроля;
– оценка качества проконтролированной детали.
3.2 Подготовка к контролю
Подготовка к контролю включает:
– подготовку аппаратуру к работе;
– подготовку оси.
3.2.1 Подготовка аппаратуры к работе
Подготовка аппаратуры к работе включает:
– подготовку дефектоскопа к работе;
– настройку масштаба развёртки;
– настройку чувствительности дефектоскопа.
Подготовка дефектоскопа к работе
Установить органы управления дефектоскопа в исходные положения в исходные положения в соответствии с картой, представленной в виде таблицы 1.
Таблица 2 - Технологическая карта процесса ультразвукового контроля болтов крепления полюсов ТЭД
| Контроль неразрушающий | Ультразвуковой метод | На листах | 4 |
|
||||
| Предприятие ТЧ-5 | Тип Колёсная пара Электровоза ВЛ-10 | лист № | 1 |
|
||||
|
УТВЕРЖДАЮ: Главный инженер __________________________ дата ___________ |
Изделие: Ось. | Дефектоскоп УД2-12 №123456. |
Преобразователи ультразвуковые П111-2,5-К12-002, П121-2,5-40-002, П121-2,5-18 |
|||||
| Контролируемый объект |
Объем контроля |
Поверхность сканирования |
Браковочная чувствительность |
Зона контроля, положение эхо-сигнала |
НД на контроль инструкции Цтэр-13/3 | |||
| Болт крепления полюсов. | цилиндрическая часть | Торец головки болта. | Контроль проводится электронным блоком и преобразователями, для которых зафиксированы значения браковочных режимов чувствительности | |||||
1 ПОДГОТОВКА ДЕФЕКТОСКОПА К РАБОТЕ
| № п/п | Операция | Орган управления или коммутации, его установка. | Место нахождение органа управления |
| 1 | 2 | 3 | 4 |
| 1.1 |
Заземлить корпус дефектоскопа |
Клемма ²^² защитного заземления | Задняя панель |
| 1.2 | Проверить наличие и соответствие предохранителей номиналу. | Предохранители 1А и 0,5А или 2А (в зависимости от напряжения сети ) | Задняя панель |
| 1.3 | Подключить кабель питания к сети | Кабель питания. | Задняя панель |
| 1.4 | Установить режим внутренней синхронизации | Нажать кнопку “ВНЕШ/ВНУТР” | Задняя панель. |
| 1 | 2 | 3 | 4 |
| 1.5 | Установить частоту следования зондирующих импульсов . | Нажать кнопку “x2”, установить кнопку “125 Hz/500 Hz” в отпущенное положение | Задняя панель |
| 1.6 | Установить органы управления дефектоскопа в следующие положения |
1. Все независимые кнопки на верхней панели дефектоскопа в отпущенное положение кроме кнопки ²´10 ² на блоке А6 и кнопки “АСД/ВРЧ” на блоке А10; 2. Установить все прочие плавные регуляторы в крайнее правое положение (кроме блока У4 .). 3. Установить ручку Õ на передней панели в крайнее левое положение и нажать кнопку ²< 20 дБ ² 5. Нажать кнопку ²накал² затем ²Работа². 6. Регуляторами ²¬® ² ,²² , , , и ² установить линию луча и получить четкое изображение . 7. нажать кнопку “НАКАЛ”, а затем “Работа” |
Верхняя панель Передняя панель и верхняя панель. Передняя панель Верхняя панель |
| 1.7 | Установить требуемую частоту ультразвука | Нажать кнопку МГц ² 2,5 ². | Верхняя панель |
| 1.8 | Подключить ПЭП П 111-2,5-К12. | Разьемы ²(¬² и ²(® ². | Передняя панель. |
|
|
|||
 Настроить на
контрольном образце масштаб развертки. Подключить прямой ПЭП, установить его
на торец КО и получить донный сигнал (он появляется перед вторым зондирующим
сигналом и имеет самую большую амплитуду), кнопками аттенюатора уменьшают его
до высоты масштабной сетки экрана ЭЛТ, затем регулятором “длительность
развёртки” на блоке А6 выставляют донный сигнал на 10-е деление
горизонтальной шкалы канала ЭЛТ (рисунок 3). При этом масштаб развёртки для
продольных волн составляет Мпрод=250 мм/дел, поскольку длина оси
электровоза ВЛ10 составляет 2520мм. При подключении к дефектоскопу наклонного
ПЭП, излучающего поперечные волны, масштаб развёртки становится равен Мпопнр.=140
мм/дел.
Настроить на
контрольном образце масштаб развертки. Подключить прямой ПЭП, установить его
на торец КО и получить донный сигнал (он появляется перед вторым зондирующим
сигналом и имеет самую большую амплитуду), кнопками аттенюатора уменьшают его
до высоты масштабной сетки экрана ЭЛТ, затем регулятором “длительность
развёртки” на блоке А6 выставляют донный сигнал на 10-е деление
горизонтальной шкалы канала ЭЛТ (рисунок 3). При этом масштаб развёртки для
продольных волн составляет Мпрод=250 мм/дел, поскольку длина оси
электровоза ВЛ10 составляет 2520мм. При подключении к дефектоскопу наклонного
ПЭП, излучающего поперечные волны, масштаб развёртки становится равен Мпопнр.=140
мм/дел.|
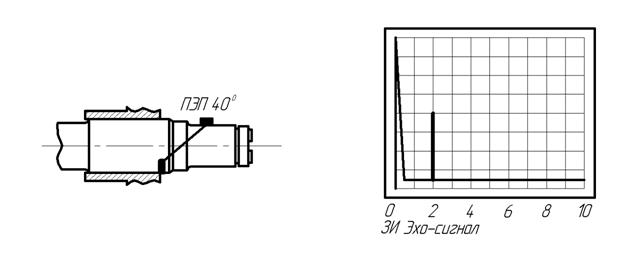
Настройка чувствительности дефектоскопа для проведения УЗК осей со снятыми кольцами подшипников а) 1-й этап - для проверки наружных шеек осей. Для выполнения УЗК наружных шеек осей со снятыми кольцами подшипников браковочную чувствительность N5 настраивают по эхо-сигналу от пропила в шейке оси глубиной 1 мм на расстоянии от торца 265 мм в КО. Для этого прямой ПЭП (П111-2,5-К12) устанавливают на торец оси (рис. 3), получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана ЭЛТ (рис. 4). Показания аттенюатора N5 заносят в журнал установленной формы, приведенной в ТИ.
б) 2-й этап — для проверки оси под внешней кромкой ступицы. Для выполнения УЗК оси под внешней кромкой ступицы браковочную чувствительность N6 настраивают по эхо-сигналу от пропила под внешней кромкой ступицы колеса глубиной З мм в КО. Для этого наклонный ПЭП (П121-2,5-40) устанавливают на наружную (буксовую) шейку оси (рис. 5) направляя УЗК луч под внешнюю кромку ступицы, получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана ЭЛТ (рис.6). Показания аттенюатора N6 заносят в журнал установленной формы, приведенной в ТИ. |
||
|
в) 3-й этап – для проверки оси под внутренней кромкой ступицы. Настройка чувствительности проводится аналогично настройке чувствительности дефектоскопа для проведения УЗК осей с демонтажом буксового узла без снятия внутренних колец подшипников. г) 4-й этап для проверки зоны галтельного перехода внутренних шеек подступичную часть оси. Значения браковочных чувствительностей определяют в начале каждой смены и в течение смены, если произошла замена дефектоскопа или ПЭП. и записывают в рабочий журнал. Значения браковочных чувствительностей определяют и записывают заново во всех случаях, когда дефектоскоп получен из ремонта или после поверки, а также, если проведен ремонт ультразвукового преобразователя. |

2 Подготовка оси
| Очистить торцы оси, наружные и внутренние шейки от масла и грязи металлическими щетками и ветошью; убедиться визуально в отсутствии поверхностных дефектов. |
3 узк осей со снятыми кольцами подшипников
|
а) 1-й этап – проверка наружных шеек осей. узк наружных шеек выполняют прямым ПЭП поочередно с каждого торца оси. Зона контроля по горизонтальной шкале масштабной сетки экрана ЭЛТ составляет 0,5–2,4 деления. От дефекта в шейке можно получить эхо-сигнал на делении 0,5–1,2, если дефект выявляется прямым лучом или на делении 1,0–2,4, если дефект обнаруживается трансформированным лучом. Для выполнения УЗК наружных шеек осей следует: – выставить на аттенюаторе поисковую чувствительность Nп5 – нанести на торец оси контактную смазку; – установить прямой ПЭП на торец оси; – выполнить сканирование, устанавливая прямой ПЭП на торец оси в 20 —25 точках; – при появлении в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной. б) 2-й этап – проверка оси под внешней кромкой ступицы. у3к оси под внешней кромкой ступицы выполняют поочередно с внутренних шеек оси наклонным ПЭП (частота 2,5 МГц, угол ввода 400). Зона контроля по горизонтальной шкале масштабной сетки экрана элТ составляет 1,7– 2,1 деления. Для выполнения УЗК оси под внешней кромкой ступицы следует: – выставить на аттенюаторе поисковую чувствительность Nп6; – нанести на цилиндрическую поверхность наружной шейки оси контактную смазку; – установить наклонный ПЭП на цилиндрическую поверхность наружной шейки оси; – выполнить сканирование путем продольно-поперечного перемещения пэп по цилиндрической поверхности шейки оси с поперечным шагом не более 15 мм; при появлении в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной. в) 3-й этап проверка оси под внутренней кромкой ступицы. у3к оси под внутренней кромкой ступицы выполняют поочерёдно внутренних шеек оси наклонным ПЭП (частота 2,5 МГц, угол ввода 400) на поисковой чувствительности Nп3 г) 4-й этап проверка зоны галтельного перехода внутренних шеек в подступичной части оси. узк оси в зоне галтельного перехода внутренних шеек в подступичную часть выполняют поочередно с внутренних шеек оси наклонным ПЭП (частота 2,5 МГц, угол ввода 400 ) на поисковой чувствительности Nп4 |
4. ОЦЕНКА КАЧЕСТВА ПРОКОНТР0лиР0ВАНН0й ДЕТАЛИ
|
Ось колесной пары подлежит браковке, если: - отсутствует сигнал от противоположного торца оси при сквозном прозвучивании (ослабление сигнала от противоположного торца оси (донного сигнала) относительно донного сигнала, измеренного по СО-2 минус 46 дБ и менее); - в зоне контроля при браковочной чувствительности имеется эхо Сигнал, превышающий среднюю линию экрана ЭЛТ. Результаты УЗК осей электровоза ВЛ-10 заносят в журнал установленной формы,приведенной в ТИ. [4], [6] |
4 Обоснование метода
Виды неразрушающего контроля отличаются большим разнообразием применяемых физических принципов и, следовательно, технических средств. Одни из них наиболее просты в применении и используют простейшие устройства. Например, капиллярный контроль относительно легко осваивается и требует несложных устройств, но они не отличаются высокой производительностью. Кроме того, его автоматизация затруднена. Поэтому такой контроль удобен для обнаружения поверхностных дефектов в объектах с довольно сложной конфигурацией, где применение других методов не дает такого эффекта, например при контроле лопаток высокоскоростных турбин, рабочей поверхности зубчатых колес. На железнодорожном транспорте капиллярный контроль удобен для контроля латунных сепараторов и колец буксовых роликовых подшипников, зубчатых колес, но требует организации поточной линии, обеспечивающей мойку, чистку, сушку деталей.
Простотой устройств и легкостью расшифровки отличаются магнитно-порошковые методы, а также вихретоковый контроль. Магнитный контроль находит широкое применение в промышленности и на транспорте в промышленно развитых странах. На железнодорожном транспорте магнитно-порошковые методы применяются для контроля большого количества различных деталей вагонов и локомотивов, а также электроподвижного состава метрополитенов ввиду простоты контроля и высокой достоверности при обнаружении поверхностных трещин. Феррозондовый и вихретоковый методы находят применение для контроля колец роликовых подшипников, боковин ходовых тележек, крестовин стрелочных переводов и др.
Наиболее широко для контроля металлоизделий в промышленности и на транспорте применяется акустический контроль и в особенности ультразвуковой эхо-импульсный метод. Глубоко проникающие в толщу металла ультразвуковые волны позволяют обнаруживать не только поверхностные, но и заглубленные дефекты. Относительно простое устройство аппаратуры, высокая производительность контроля, возможность ее дальнейшего повышения за счет автоматизации расшифровки результатов — все эти достоинства завоевали для ультразвуковых методов одно из ведущих мест в дефектоскопии металлоизделий. Контроль ответственных элементов подвижного состава железных дорог и метрополитенов без полной разборки узлов представляет собой уникальную возможность ультразвукового метода. Этот метод незаменим, например, при дефектоскопировании подступичных частей и шеек осей колесных пар в сборе с колесными центрами и кольцами роликоподшипников, а также валов тяговых электродвигателей в зоне под железным сердечником якоря. Исключение необходимости полной разборки этих узлов при ремонте увеличивает их срок эксплуатации, приносит огромную экономию средств и повышает производительность ремонта подвижного состава. Это обуславливает его нынешнее применение при контроле колёсных пар.
Список используемых источников
1 Лобанов А.Н. Дефектоскопирование деталей и узлов вагонных конструкций – М.: УМК МПС РФ 1999. – 72 с.
2 Мойкин Д.А. Неразрушающий контроль в вагонном хозяйстве – СПб: ПГУПС, 2001. – 87 с.
3 Душина Ж.В. Физические основы ультразвуковой дефектоскопии и технология ультразвукового контроля деталей подвижного состава – М.: 2000.– 102с.
4 Ильин В.А. Дефектоскопия деталей подвижного состава железных дорог и метрополитенов – М.: Транспорт, 1983. – 315 с.
5 Левыкин Ф.В. Дефектоскопия деталей локомотивов и вагонов – М.: Транспорт, 1974. – 240 с.